 Stav montáže mostu v průběhu března 2026.
Stav montáže mostu v průběhu března 2026.
V návrhu ocelových mostních konstrukcí se stále častěji uplatňují řešení s proměnnou a geometricky složitější konfigurací nosných prvků vycházejících z architektonických požadavků na tvar konstrukce. Tyto návrhy jsou charakteristické proměnným průřezem, změnou polohy pásnic a orientace stěn nebo obecně neplanární geometrií jednotlivých dílců. Zatímco statický návrh obvykle nepředstavuje zásadní odchylku od běžných postupů, převod do výrobní dokumentace a výroby je podstatně náročnější. Geometrická variabilita se promítá zejména do definice tvaru pozic, řešení rozvinů plechů a návrhu svarových detailů.
Pojem prostorově náročná konstrukce je v tomto článku používán ve vztahu ke složitosti a proměnlivosti geometrie, nikoli k velikosti mostního objektu. Na konkrétním mostním objektu jsou dále blíže rozebrány dvě úlohy tvorby výrobní dokumentace a jejich realizace ve výrobě – převod geometrie pro potřeby podkladů pro objednávku materiálů a definice svarových detailů.
POPIS KONSTRUKCE
Uvažovaným objektem je mostní konstrukce v rámci „Modernizace mostu ev. č. 3227-3, Řečany nad Labem“. Most převádí komunikaci III/3227 přes Labe a je navržen jako spojitá trámová konstrukce o třech polích s rozpětím 8,9 + 89,0 + 8,9 m. Nosná konstrukce je tvořena ocelovými podélníky se spřaženou železobetonovou mostovkou a je navržena z patinující oceli typu Corten. Tento materiál je charakteristický tvorbou stabilní ochranné vrstvy korozních produktů (patiny), která zajišťuje zvýšenou odolnost vůči atmosférické korozi bez nutnosti aplikace nátěrových systémů. Specifickým důsledkem použití patinující oceli je, že veškeré svarové spoje a hrany zůstávají po dokončení konstrukce viditelné a přímo ovlivňují výsledný architektonický výraz. Návrh svarových detailů proto nelze posuzovat pouze z hlediska statického a technologického, ale je nutné zohlednit i jejich polohu, kontinuitu a návaznost ve vztahu k výslednému vzhledu konstrukce. Geometrie nosné konstrukce není konstantní. Podélníky mají po délce mostu proměnný průřez, který se mění nejen výškově, ale i tvarově. Dochází ke změně polohy pásnic a orientace stěn, jež nejsou v celém rozsahu konstrukce kolmé ani vzájemně rovnoběžné. V kombinaci s podélným zakřivením a návrhovým nadvýšením tak vznikají prvky s obecně neplanární geometrií.
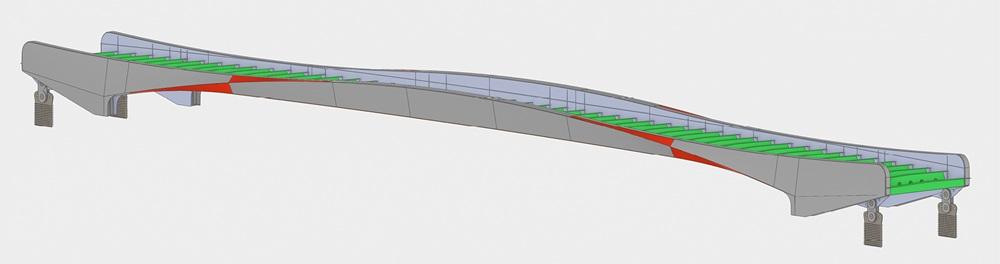
Obr. 1 – Nepřípustná základní geometrie (červeně) z hlediska rozvinutelnosti pozic.
GEOMETRIE A PODKLADY PRO OBJEDNÁNÍ MATERIÁLU
Výrobní dokumentaci lze rozdělit do několika fází odpovídajících procesu výroby: příprava podkladů pro objednávku materiálu, hlavní dokumentace a doprovodná dokumentace. S ohledem zejména na dodací lhůty plechů a konečné termíny realizace je nutné podklady pro objednávku materiálu připravovat již v průběhu tvorby dokumentace. V této fázi není nutné mít definované svarové detaily, klíčové jsou však obrysy rozvinutých dílců. Model proto musí obsahovat kompletní geometrii včetně nadvýšení a všechny prvky musí být rozvinutelné z rovinných tabulí plechu. Analýza již základní geometrie před aplikací nadvýšení ukázala, že část rotujících stěn vykazuje násobnou křivost a není bez úprav rozvinutelná – obrázek 1. Řešením byla aproximace geometrie a rozdělení dílců a pozic na menší části, čímž se odchylky dostaly do mezí výrobních tolerancí.
 |
|
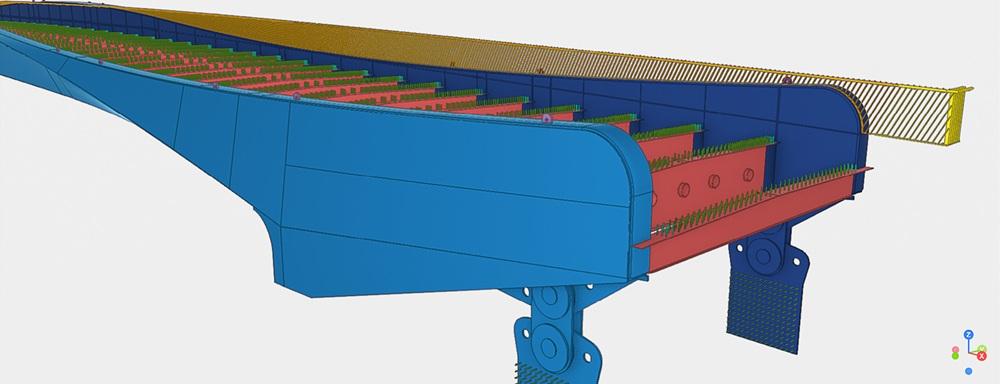
Obr. 2 – 3D model mostu pro výrobní dokumentaci – nepravidelná geometrie a dělení pozic. |
Rozměry dílců i položek jsou dále omezeny výrobními možnostmi dílen, ale také rozměry dostupných tabulí plechů. U patinující oceli je navíc nutné zohlednit i estetické hledisko, neboť dělící linie plechů a svarů zůstávají na konstrukci viditelné. Nepravidelné tvary rozvinů vedou ke zvýšenému odpadu materiálu. Optimalizace rozmístění pozic na tabule (2D nesting problem) proto představuje důležitou součást přípravy podkladů. Výsledky optimalizace jsou ale významně ovlivněny nastavením parametrů a v praxi je nutné pracovat s lokálními optimy dosažitelnými v přijatelném čase. Pro řešení této úlohy byly využity nástroje pro parametrické modelování a optimalizaci (např. Rhinoceros 3D s nadstavbou Grasshopper), které umožňují definici okrajových podmínek a iterativní hledání vhodného řešení. Výsledný model pro výrobní dokumentaci s viditelným rozdělením pozic v souladu s okrajovými podmínkami pro objednání materiálu je na obrázku 2.
| FAKTA O PROJEKTU | |
| Název stavby: | Modernizace mostu ev. č. 3227-3 Řečany n. Labem |
| Investor: | Pardubický kraj |
| Místo stavby: | Řečany nad Labem, Kladruby nad Labem |
| Generální dodavatel: | Sdružení firem: Chládek a Tintěra, Pardubice; MADOS MT; Mostostal Kielce S.A. |
| Generální projektant: | MDS projekt |
| Výrobní dokumentace: | ALLCONS Industry |
| Realizace výrobní dokumentace: | 2025 |
| Výroba a realizace stavby: | 2025–2026 |
 |
|
Obr. 3 – Vybraný dílec s reálným zakřivením vnějších plechů (tloušťky 45 a 60 mm). |
ZAKŘIVOVÁNÍ
A SVAROVÉ DETAILY
Proměnná geometrie konstrukce klade zvýšené nároky na návrh svarových detailů i technologii svařování. Významnou roli přitom hrají tloušťky plechů, které zásadně ovlivňují technologickou náročnost výroby i ekonomiku řešení. Pokud nelze požadovanou geometrii dosáhnout mechanickými metodami zakřivování (např. válcováním nebo ohraňováním), je nutné využít tepelné tváření. Tento proces je však spojen s rizikem vzniku zbytkových napětí, lokálních změn mikrostruktury a snížené přesnosti výsledného tvaru. U patinující oceli se navíc může projevit i vizuální dopad v podobě nerovnoměrné tvorby patiny. Na obrázku 3 je znázorněný již vyrobený dílec s patrným zakřivením.
Samotné svařování představuje další zdroj zbytkových napětí, zejména u plně provařených spojů větších tlouštěk. Geometrie konstrukce zároveň omezuje možnosti návrhu svarů – v případě jednostranné přístupnosti je nutné volit odpovídající typy svarů a technologických postupů. Proměnná orientace prvků vede k proměnnému úhlu úkosu svarů po délce spojů. Standardní NC data ve formátu DSTV umožňují definovat úkos zpravidla pouze po jednotlivých segmentech, což v praxi vyžaduje dělení hran nebo využití pokročilejších výrobních postupů. Pro ilustraci dopadů těchto omezení je na obrázku 4 znázorněn detail svaru z výrobní dokumentace a realizace obdobného detailu.
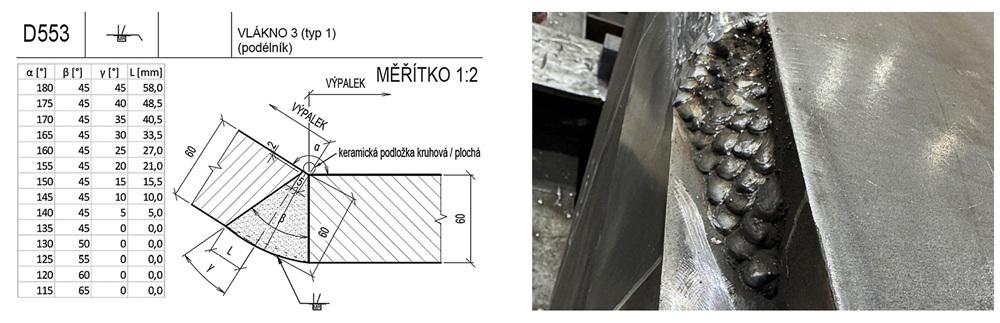
Obr. 4 – Katalogový detail svaru pásnice a stěny; čelo realizovaného svaru stěn.
Závěr
Na příkladu mostu s proměnnou geometrií nosné konstrukce a vybraných úloh výrobní dokumentace je patrné, že architektonický návrh zásadně ovlivňuje nejen tvorbu dokumentace, ale i samotnou realizaci. Geometrická složitost konstrukce se promítá do návrhu dílců, rozvinů, svarových detailů i výrobních postupů. Je proto nezbytné zohlednit výrobní možnosti již v raných fázích návrhu, aby bylo možné minimalizovat dodatečné úpravy, náklady a časové prodlevy v průběhu celého procesu od dokumentace k realizaci.

Obr. 5 – Stav montáže mostu v průběhu března 2026.
PODĚKOVÁNÍ
Autoři děkují všem účastníkům projektu mostu Řečany nad Labem za spolupráci při zpracování výrobní dokumentace a realizaci konstrukce.
Foto: Archiv Chládek a Tintěra, Pardubice
Autor:
Ing. David Šedlbauer, Ph.D., působí jako projektant ocelových konstrukcí a vedoucí pobočky Liberec ve společnosti ALLCONS Industry.
Svou odbornou činnost soustřeďuje na statiku ocelových konstrukcí technologických celků a na řízení projektů v oblasti výrobní a výrobně-technické dokumentace ocelových mostů.









