 Na foto: Řez dvouplášťovou nádobou.
Na foto: Řez dvouplášťovou nádobou.
Jednou z předností žárového pozinkování ponorem je vytvoření povlaku na celém povrchu zinkované součásti včetně vnitřních ploch v dutinách nebo obtížně přístupných zákoutích. V praxi se však mohou vyskytnout specifické případy, kdy je požadováno, aby plocha v dutině zůstala nepozinkovaná. Pro pozinkování takových výrobků je nutné dodržet speciální pravidla, aby pokovení proběhlo úspěšně a zároveň bezpečně.
ZÁVAZNÉ POKYNY
 |
|
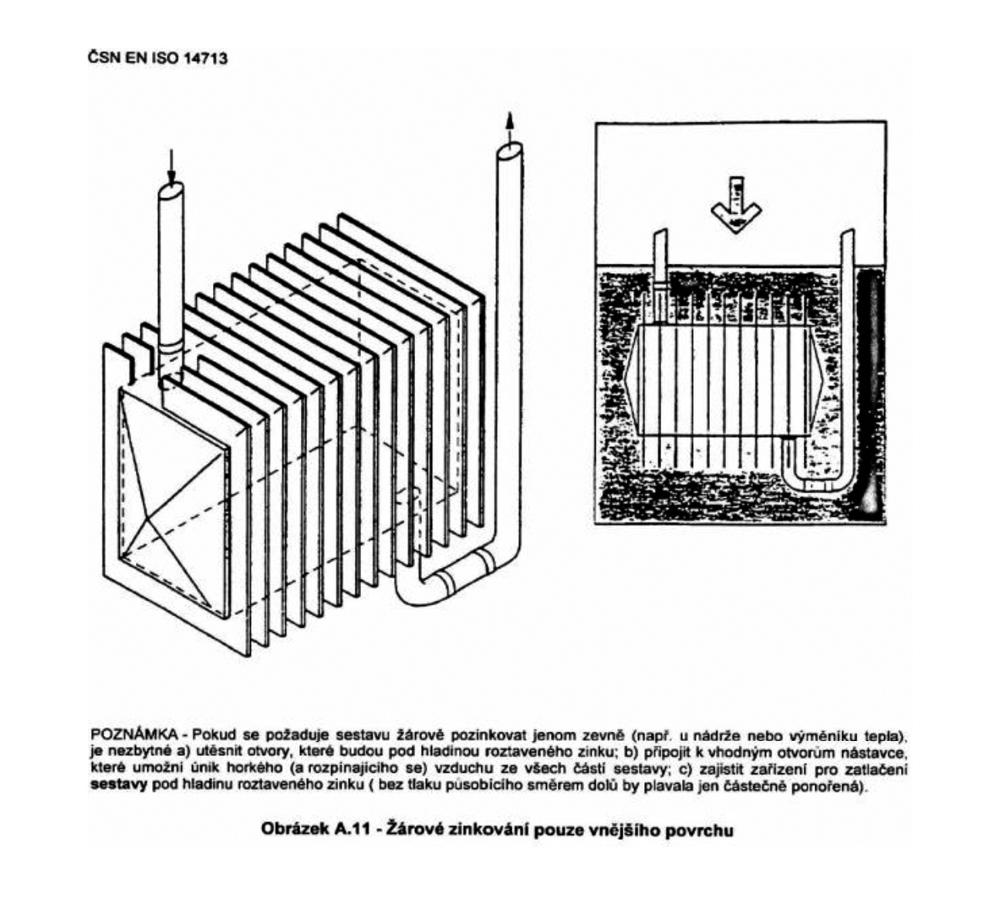
Obr. 1 – Zinkování zevně podle EN ISO 14713. |
V prvním vydání normy ČSN EN ISO 14713 z roku 1999 byly obsaženy pokyny pro žárové pozinkování součásti s dutinou, která má zůstat nepozinkovaná (obr. 1). Tyto pokyny se týkaly opatření, jež jsou nezbytná pro úspěšné ponoření výrobku do zinkové taveniny. Jednalo se o utěsnění otvorů, které mají být pod hladinou roztaveného zinku, o připojení nástavců (šnorchlů) ke vhodným otvorům, jež umožní únik horkého a rozpínajícího se vzduchu ze všech částí sestavy a rovněž o doplnění výrobku o zařízení pro zatlačení sestavy pod hladinu zinkové taveniny, neboť součást se zadrženým vzduchem by na hladině plavala jen částečně ponořená. Uvedená norma následně prošla několika revizemi, ve kterých už instrukce pro pozinkování součástí s dutinou chybí.
ARCHIMEDŮV ZÁKON
 |
|
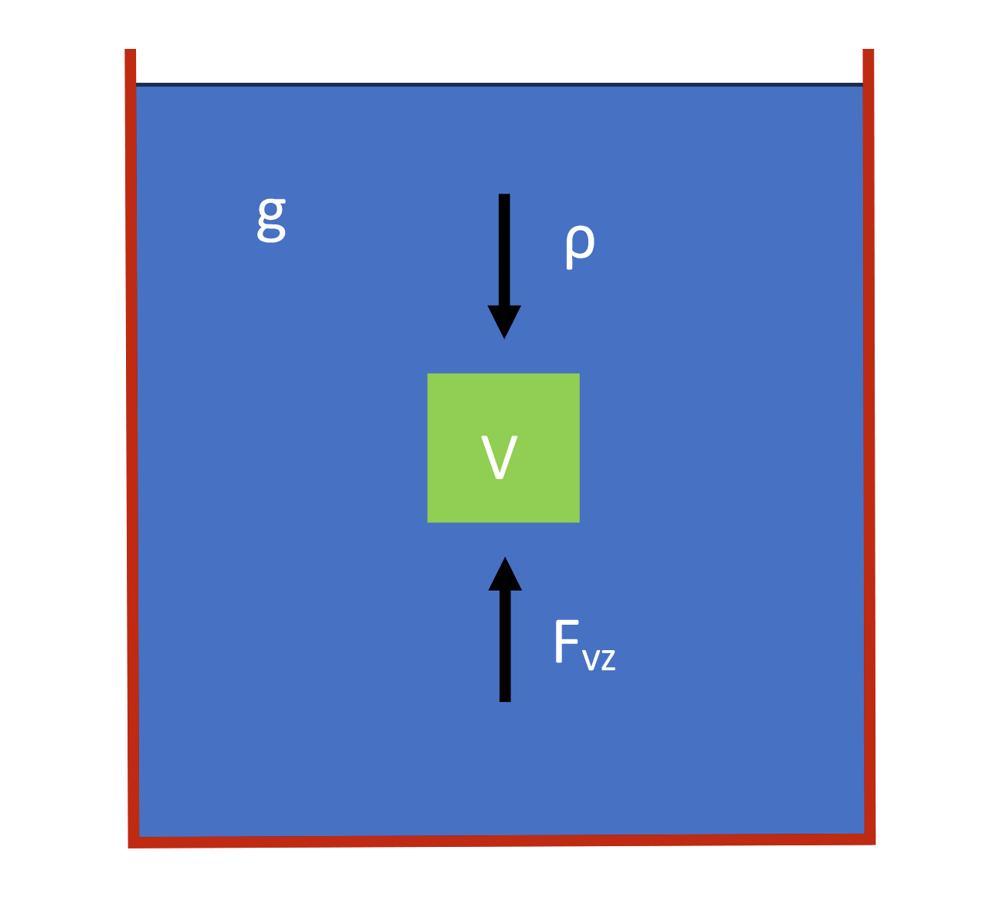
Obr. 2 – Archimedův zákon. |
Žárové pozinkování podle ČSN EN ISO 1461 se provádí ponořením vhodně navržených výrobků do tekutého kovu. Tyto součásti musí být technologii žárového zinkování přizpůsobeny, aby ponoření mohlo úspěšně proběhnout.
Hustota oceli ρoc je 7,85 g/cm3, zatímco hustota zinku ρZn je 7,14 g/ cm3 . Podle Archimedova zákona je těleso ponořené do tekutiny nadlehčováno silou, která se rovná tíze tekutiny stejného objemu jako je ponořená část tělesa (obr. 2). Pro vztlakovou sílu v tekutém zinku platí:
Fvz = g . ρZn .V (1)
kde g je tíhové zrychlení, ρZn je hustota tekutiny a V je objem ponořené části tělesa.
S jistotou lze tvrdit, že každá významná dutina vyplněná vzduchem zabrání úplnému ponoření zinkované součásti do zinkové taveniny.
Při žárovém zinkování ocelových výrobků sehrává významnou roli relativně velká hmotnost vytlačené tekutiny proti hmotnosti zinkovaného tělesa. Volně zavěšené ocelové dílce se do zinkové taveniny ponořují neochotně. Zejména dokončení ponoru, kdy hydrostatický vztlak dosahuje svého vrcholu, se ponořování značně zpomaluje. V dutinách nesmí zůstat zadržený vzduch, který by součást nadlehčil a zabránil ponoření.
TERMIKA ŽÁROVÉHO ZINKOVÁNÍ
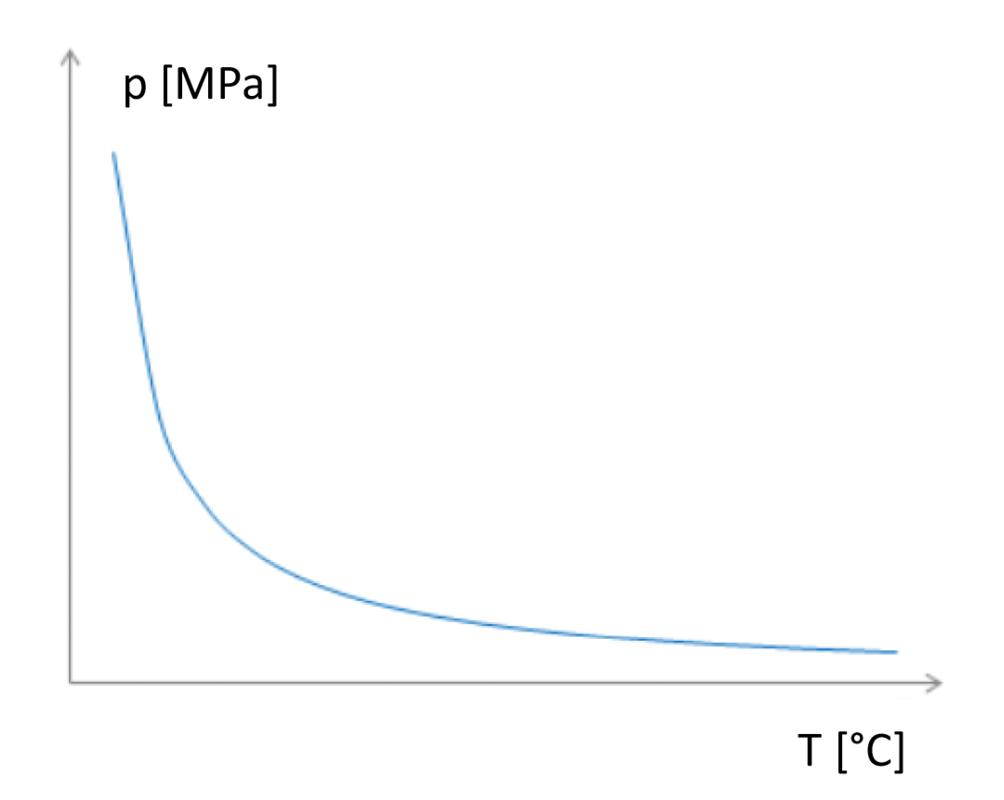
Je důležité mít na paměti skutečnost, že žárové zinkování je termický proces. Teplota zinkové taveniny, do níž se zinkované součásti musí ponořit, je zhruba 460 °C. V uzavřené dutině probíhá izochorický děj a pro ideální plyn platí Charlesův zákon:
p / T = konst (2)
kde p je tlak plynu v uzavřeném prostoru a T je jeho teplota.
 |
|
Obr. 3 – Tlak v závislosti na výchozí teplotě. |
Je zřejmé, že s poklesem výchozí teploty uzavřeného plynu dochází ke zvýšení rozdílu mezi výchozí (před ponořením) a konečnou (po ponoření) teplotou plynu, a to vede k nárůstu jeho tlaku v uzavřeném prostoru. Tlak ohřátého plynu je v tom případě nepřímo úměrný jeho výchozí teplotě T0 a grafem nepřímé úměrnosti mezi výchozí teplotou a tlakem plynu vyvolaným v dutině při žárovém zinkování je rovnoosá hyperbola (obr. 3). Klesne-li například teplota okolí při svařování uzavřené dutiny k 10 °C, pak nárůst tlaku v dutině při žárovém pozinkování bude 46násobný. Je-li výchozí teplota plynu 23 °C, po jeho ohřátí na 460 °C je spojena s 20násobným zvýšením jeho tlaku na 2 MPa. To je dvojnásobek tlaku například v plné propanbutanové láhvi. Běžné svařované konstrukce z dutých uzavřených profilů takovému tlaku neodolají a v lepším případě se nafouknou, s vyšší pravděpodobností však dojde k explozi.
OPATŘENÍ PRO ZINKOVÁNÍ
Má-li se pozinkovat výrobek s dutinou, která má zůstat nepokovená, musí objednatel povrchové úpravy provést doplňující úpravy, aby pozinkování mohlo proběhnout úspěšně. Daná dutina, jež má zůstat nepozinkovaná, nesmí nikdy zůstat hermeticky uzavřená, ale musí být opatřena šnorchlem, který umožní volné unikání rozpínajícího se vzduchu v okamžiku ponořování do zinkové taveniny. Při ochlazování po pozinkování musí obráceně do dutiny proudit čerstvý vzduch. Jinak by došlo ke zborcení pláště dovnitř. Šnorchl musí být navržen tak, aby při úplném ponoření součásti zůstalo jeho ústí nad hladinou zinkové lázně.
 |
|
Obr. 4 – Horní zatížení. Obr. 5 – Spodní zatížení. |
Dále je nutné takovou součást do zinkové taveniny zatlačit. K tomu je zapotřebí správně určit velikost závaží potřebného k zatlačení celého výrobku pod hladinu zinkové lázně. Vztlaková síla působící proti spouštění součásti do zinkové taveniny má proměnný průběh. Vrcholu dosáhne při úplném ponoření součásti do zinkové taveniny a je rovna tíze zinku o stejném objemu, jako je vnější objem zinkovaného dílce. Tento objem je možné stanovit výpočtem nebo u složitějších tvarů experimentálně tak, že se součást ponoří do nádrže předem naplněné vodou až po přepad. Pro úspěšné ponoření se dutina, která má zůstat nepozinkovaná, nejdříve naplní vodou a uzavře. Vytlačená voda se zachytí. Její objem je roven vnějšímu objemu zinkovaného výrobku. Tíha, kterou zinek o stejném objemu působí v gravitačním poli, je rovna vztlakové síle. Jeho hmotnost limituje minimální hmotnost potřebného dodatečného závaží. Hmotnost tohoto závaží se sice sčítá s hmotností zinkované součásti, neměla by se však o ni snižovat. Je zapotřebí, aby tíha dodatečně zatížené zinkované součásti převládala nad vztlakovou silou.
Zatlačení do roztaveného zinku může být řešeno shora tak, že závaží zůstane nad hladinou. Jeho hmotnost pak může být shodná s hmotností zinku, jehož objem je roven vnějšímu objemu zinkovaného výrobku. Má-li se součást, která je proti ponoření do tekutiny nadlehčována významnou vztlakovou silou, úspěšně ponořit zatlačením shora, musí být potřebné závaží na ní spolehlivě stabilizováno. K tomu je nutné navrhnout vhodný způsob připevnění závaží na zinkovanou součást, aby nemohlo dojít k jejímu překlopení (obr. 4). Stabilizace v podélném směru je obvykle možná, v příčném směru však může být problematická, neboť zinkovací jeřáb umožňuje zavěšení pouze v podélné ose. Jinou možností je připojit k zinkované součásti závaží dole (obr. 5). To musí být z materiálu, jehož hustota je dostatečně větší než hustota zinku. Výhodou je relativně jednoduché upevnění na zinkovaný výrobek i to, že nehrozí jeho překlopení. Při tomto postupu je však nutné zohlednit vztlakovou sílu působící na toto závaží od tekutého zinku.
PŘÍPADOVÁ STUDIE DVOUPLÁŠŤOVÉ NÁDOBY
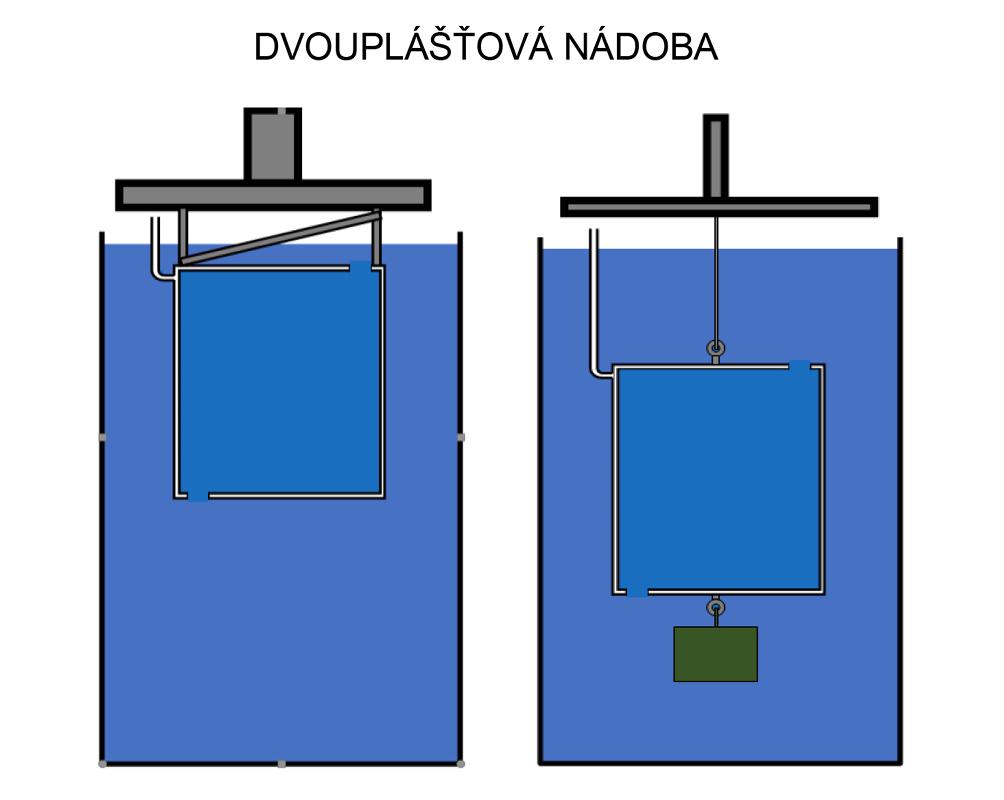
Zvláštním případem pozinkování výrobku s dutinou, která nemá být pozinkovaná, je dvouplášťová nádoba (obr. 6). Obvykle se jedná o nádrže na PHM nebo jiné tekutiny, vůči jejichž působení je zinek odolný. Prostor mezi vnitřním a vnějším pláštěm takové nádoby bývá opatřen sondou, která může detekovat případný únik média z vnitřního pláště do meziprostoru a zabránit tak ekologické nebo hospodářské škodě.
|
|
Obr. 6 – Řez dvouplášťovou nádobou. |
Pro spolehlivou funkci dvouplášťové nádrže postačí volné přiložení plechu na plech. Prosakující médium zcela jistě přes vzájemně přiléhající plechy pronikne do všech propojených dutin. U takových výrobků je pravděpodobné, že se je podaří ponořit do zinkové taveniny bez nutnosti zatlačení. Je však zapotřebí takové podmínky ponořování do tekutého zinku ověřit poměrně jednoduchým výpočtem, neboť kromě přiléhajících plechů se obvykle v některých místech vyskytují technologické dutiny (např. šnorchl), které by mohly představovat úskalí pro úspěšné ponoření bez nutnosti zatlačení.
Jiná situace nastává v případě, kdy výrobce u dvouplášťové nádrže požaduje garantovanou rozteč mezi oběma plechy. Tu může zajišťovat například vložená drátěná tkanina. U takové nádoby je vždy nutné provést přesný a poměrně náročný výpočet. Technolog si při něm sice vystačí s běžnými znalostmi aritmetiky, ale musí umět tento postup spojit s dobrou prostorovou představivostí. Objem ocelové části Vo se vypočítá z hmotnosti nádrže včetně šnorchlu, kterou lze jednoduše zjistit zvážením, a to jako poměr její hmotnosti a hustoty oceli:
Vo = mn / ρoc (3)
kde mn je hmotnost nádrže a ρoc je hustota oceli.
K výpočtu celkového objemu Vc, jenž má být při úplném ponoření nádrže vytlačen, je zapotřebí ještě určit celkový objem šnorchlu Vš sloužícímu k odvětrání dutin, dále objem Vd všech dutin, které mají zůstat nepozinkované, a objem distanční vložky Vv. Tento objem lze vypočítat z jednotkové hmotnosti použité tkaniny vynásobené plochou zdvojených stěn nádrže.
Celkový objem Vc, jenž má být při úplném ponoření nádrže vytlačen, pak je:
Vc = Vo + Vš + Vd – Vv (4)
Poměr hmotnosti nádrže mn navýšené o hmotnost šnorchlu mš a celkového objemu vytlačené tekutiny Vc pak dává objemovou hmotnost γn nádrže:
γn = (mn + mš) / Vc (5)
 |
|
Obr. 7 – Částečné neponoření. |
Jestliže je takto vypočítaná hodnota objemové hmotnosti menší než hustota zinku ρZn, kontejner se v takovém případě do zinkové lázně bez zatlačení neponoří (obr. 7). V opačném případě, je-li hodnota objemové hmotnosti nádoby γn dostatečně větší než hustota zinku ρZn, je pozinkování možné bez zatlačení. Nicméně je nutné garantovat, aby v žádném zákoutí nezůstala zadržená bublina vzduchu.
V souvislosti s chybným posouzením a nesprávným postupem zinkování v případě dvouplášťové nádoby podle obr. 7 je důležité zdůraznit, že odpovědnost za neúspěch spočívá jednoznačně na zinkovně. Zámečník při navrhování a provádění výrobku určeného k pozinkování sleduje především jeho budoucí funkci, ale obvykle neřeší detaily provádění povrchové úpravy, kde logicky předpokládá odborný přístup zinkaře. Zákon, který stojí nad normou, stanoví, že zhotovitel provádí dílo s potřebnou péčí. Ukládá zhotoviteli díla povinnost upozornit objednatele na nevhodnou povahu věci, kterou mu objednatel k provedení díla předal.
ZÁVĚR
Zinkování výrobků s dutinami, které mají zůstat nepozinkovány, má jednoznačně svá úskalí. Navržení správného postupu vyžaduje individuální přístup k zakázce a její pečlivou přípravu. To může být důvodem, proč revidovaná norma ČSN EN ISO 14713-2 již příslušné doporučení neobsahuje. Případy požadavku na zinkování dvouplášťových kontejnerů se v praxi obvykle vyskytují pro sériovou výrobu. U jednotlivého výrobku může být zařízení pro jeho zatlačení pod hladinu zinkové lázně poměrně nákladné a jako výhodnější řešení se pak může nabízet použití korozivzdorné oceli.
Autor: Ing. Vlastimil Kuklík, Ph.D.,
pracuje jako znalec v oboru povrchových úprav















