 Bílá rez
Bílá rez



V procesu přípravy, realizace a finalizace jakéhokoliv projektu vzniká spousta otázek, na které hledáme odpovědi. Ne jinak tomu je i v případě přípravy ocelového výrobku, který proti korozi bude chráněn žárovým zinkováním. Na některé otázky odpoví zkušenosti, na jiné normy a odborná literatura, na další internet (i když zde je nutné být velice opatrný, informace nemusí být zcela přesné a pravdivé) a někdy je nejlepší oslovit odborníky. Ti odpoví přímo nebo poradí, kde správnou odpověď nalézt. S otázkami, týkajícími se žárového zinkování, je nejlepší se dotázat přímo žárové zinkovny nebo Asociace českých a slovenských zinkoven, z. s. (dále AČSZ), pro kterou je nejlepší příprava výrobku pro žárové zinkování stejně důležitá, jako pro všechny klienty, protože perfektně navržený a vyrobený výrobek se jednak bezproblémově zinkuje a riziko následné reklamace minimalizuje.
Otázka č. 1: Jakou ocel použít pro žárové zinkování? Jak poznám ocel vhodnou pro žárové zinkování?
Na základě jejího chemického složení, hlavně obsahu křemíku (Si) a fosforu (P). Chemické složení oceli má totiž podstatný vliv na konečnou tloušťku, vlastnosti a vzhled povlaku žárového zinku. Chemické složení oceli významně ovlivňuje reaktivitu železa se zinkem. Do uklidněných konstrukčních ocelí je jako dezoxidační činidlo přidáván křemík, který (někdy za spolupůsobení fosforu) významně zvyšuje vzájemnou reaktivitu železa a zinku.
Z přiloženého Sandelinova diagramu je zřejmé, že kritické obsahy křemíku jsou v intervalech mezi 0,03 až 0,12 % a dále nad 0,30 %. Tyto obsahy křemíku mají za následek zvýšenou reaktivitu železa se zinkem a tloušťky povlaků žárového zinku u takových ocelí nabývají extrémních hodnot. Při volbě oceli pro žárové zinkování je nutné sledovat obsah křemíku v oceli a používat oceli s obsahem křemíku z intervalu 0,12 až 0,30 % Si. Při obsahu Si do 0,03 % hrozí nebezpečí, že jako dezoxidační činidlo byl použit hliník (Al) a minimální množství Si často nedovoluje vznik vrstvy povlaku zinku v normou předepsané tloušťce.
Otázka č. 2: Jaké mohou být maximální rozměry dílu pro žárové zinkování aneb rozměry výrobků vs. rozměry zinkovacích van?
Před navrhováním rozměrnějšího dílu, určeného pro žárové zinkování, je nutné si ověřit, jak velké zinkovací vany jsou k dispozici a jaké mohou být maximální rozměry výrobku. Maximální rozměry zinkovací vany totiž nejsou shodné s maximálními rozměry jednotlivého dílu. Díly se zavěšují na závěs pod určitým úhlem (z důvodu snadného ponořování do zinku a následné dobré stékavosti zinku z dílu při vynořování), díly se při teplotě zinkování (440 až 460 °C) roztahují, a proto maximální rozměry dílu musí být menší než maximální rozměry zinkovací vany. Pokud navrhnete a vyrobíte díl rozměrů blížících se maximálním rozměrům zinkovací vany, vystavujete se riziku, že díl bude nepozinkovatelný nebo pozinkovatelný, ale s rizikem případného poškození dílu nebo nedokonalé kvality povlaku žárového zinku způsobené nedostatečným úhlem zavěšení.
Žárová zinkovna se vždy bude „bránit“ přijetí zakázky pozinkování dílu rozměrů blížících se maximálním rozměrům zinkovací vany, protože při případném zpříčení dílu v zinkovací vaně hrozí nebezpečí poškození zinkovací vany a tím zkrácení životnosti zinkovací vany, a zvýšení rizika havárie. Rozměry největších zinkovacích van a maximální rozměry dílů pro žárové zinkování v ČR a SR:
- zinkovací vana: 15,5 × 1,8 × 3,2 metru; díl by měl mít proto maximálně tyto rozměry – 15,2 × 1,7 × 2,8 metru (délka × šířka × hloubka)
- zinkovací vana: 14,0 × 1,8 × 3,0 metru; díl by měl mít proto maximálně tyto rozměry – 13,5 × 1,7 × 2,6 metru (délka × šířka × hloubka)
Otázka č. 3: Jak velké musí být technologické otvory ve výrobku pro žárové zinkování?
Čím větší, tím lepší… Nesmí ale dojít ke snížení pevnosti výrobku. Doporučený minimální průměr otvoru je 10 mm, v krajním případě 8 mm. Rozměry, umístění a počet technologických otvorů musí být navrženy tak, aby umožňovaly dobré zatečení kapalin a zinku do všech částí konstrukce a následné snadné vytečení ven. Při pochybnostech o umístění otvorů, jejich rozměrech a počtu, je vhodné kontaktovat žárovou zinkovnu a celou záležitost s ní prodiskutovat.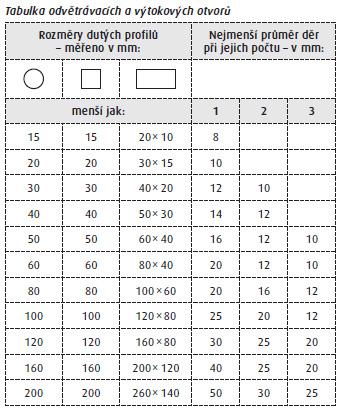
Otázka č. 4: Je možné při výrobě ocelové konstrukce používat svařovací sprej?
Ano, možné to je. Je ale nutné použít vhodný svařovací sprej (separační prostředek) bez obsahu silikonu (ale i ten jen v nezbytné míře). Použití nevhodného separačního prostředku pro svařování se projeví až po pozinkování, protože kontaminace výrobku není viditelná.
Otázka č. 5: Jak je možné předcházet vzniku bílé rzi?
Bílá rez, odborně koroze zinkového povrchu, je hlavně estetická záležitost a není to důvod k reklamaci. Často vzniká v průběhu skladování čerstvě pozinkovaných výrobků, když déšť nebo vlhký vzduch krátce působí na zinkový povlak a ten následně oschne. Bílá rez zpravidla nevyžaduje žádná opatření, protože zmizí pod vlivem prostředí, jakmile se výrobek vystaví vnějšímu prostředí. Pokud požadujete jistotu, aby bílá rez nevznikla v průběhu transportu nebo skladování, až do předání zboží zákazníkovi, je možné si ve vybraných žárových zinkovnách objednat konzervaci proti bílé rzi. Tato operace navazuje přímo na proces ochlazování.
ZÁVĚR
Zinkovna má stejný zájem na vhodném konstrukčním řešení a o výrobek z vhodného materiálu pro žárové zinkování, jako zákazník. Pokud totiž pozinkování proběhne bez problémů, tak je téměř jisté, že zákazník bude spokojený a tím i žárová zinkovna.












{kind=link}
{kind=link}