 Bílá rez na povrchu povlaku žárového zinku – ilustrační obrázek
Bílá rez na povrchu povlaku žárového zinku – ilustrační obrázek


Nejlepších výsledků v procesu kusového žárového zinkování lze dosáhnout tehdy, jsou-li specifické aspekty volby materiálu, konstrukčního řešení a zpracování ocelového dílu v zinkovně zohledněny již ve fázi jeho návrhu či výroby. Tyto specifikace a požadavky na volbu materiálu a konstrukční řešení výrobků je možné dohledat v odborné literatuře, odborných materiálech žárových zinkoven a asociací a v technických normách.
Shrnutí specifických potřeb procesu žárového zinkování, včetně vysvětlení dalších aspektů tohoto procesu, které jsou z pohledu uživatele důležité, vedlo v roce 1999 k prvnímu vydání mezinárodní normy ISO 14713 „Ochrana železných a ocelových konstrukcí proti korozi – Povlaky zinku a hliníku – Směrnice“. Tato norma obsahovala také pokyny týkající se korozní odolnosti zinkových povlaků. Novější vydání normy ISO 14713 z roku 2009 se zaměřuje již výhradně na zinkové povlaky a je rozděleno na tři části:
- Část 1: Všeobecné zásady pro navrhování a odolnost proti korozi
- Část 2: Žárové zinkování ponorem
- Část 3: Sherardování
Norma ISO 14713-1 prošla revizí v roce 2018 a po ní následovala revize normy ISO 14713-2 Zinkové povlaky – Směrnice a doporučení pro ochranu ocelových a litinových konstrukcí před korozí – Část 2: Žárové zinkování ponorem. (Všechny tyto normy byly vydány jako české verze evropských norem s označením ČSN EN ISO 14713-1,2,3).
Norma ČSN EN ISO 14713 – Část 2 uvádí směrnice a doporučení týkající se všeobecných zásad navrhování výrobků, které mají být po zhotovení žárově zinkovány ponorem (např. podle ČSN EN ISO 1461) za účelem ochrany proti korozi, např. výrobků zhotovených podle ČSN EN 1090-2. Díky revizím norem ISO 14713 – Část 2 (žárové zinkování), a EN 1090-2 (provádění ocelových konstrukcí) došlo k jejich provázanosti a tím k zlepšení navrhování a přípravy komponentů určených k žárovému zinkování.
NEJDŮLEŽITĚJŠÍ ZMĚNY A DOPLNĚNÍ, KTERÉ REVIDOVANÁ NORMA ČSN EN ISO 14713-2 OBSAHUJE:
- V části 4 Konstrukční řešení výrobků určených k žárovému zinkování ponorem je nově v kapitole 4.3 Postupy související s konstrukčním řešením zdůrazněno, že je nutné pamatovat na opatření pro zavěšení a manipulaci s výrobkem při zinkování už dříve, než jsou výrobky dodány zinkovně.
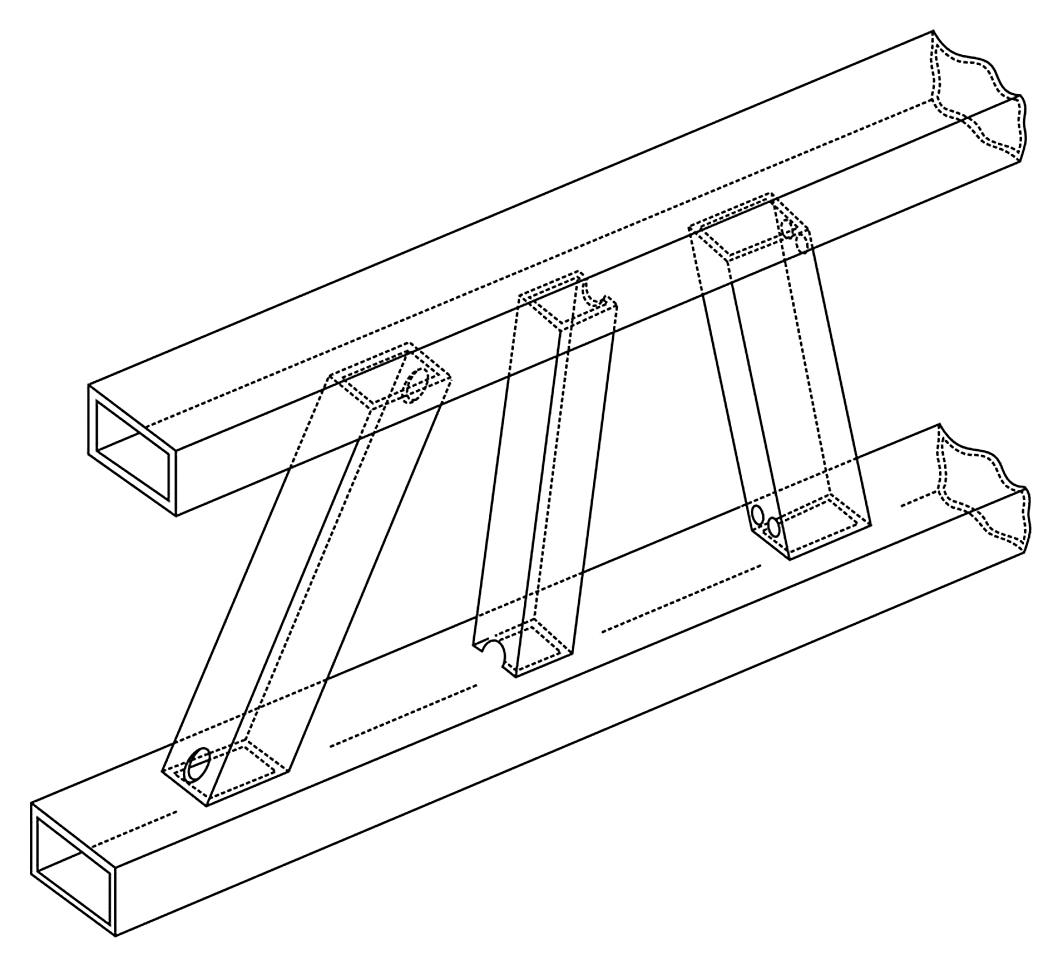
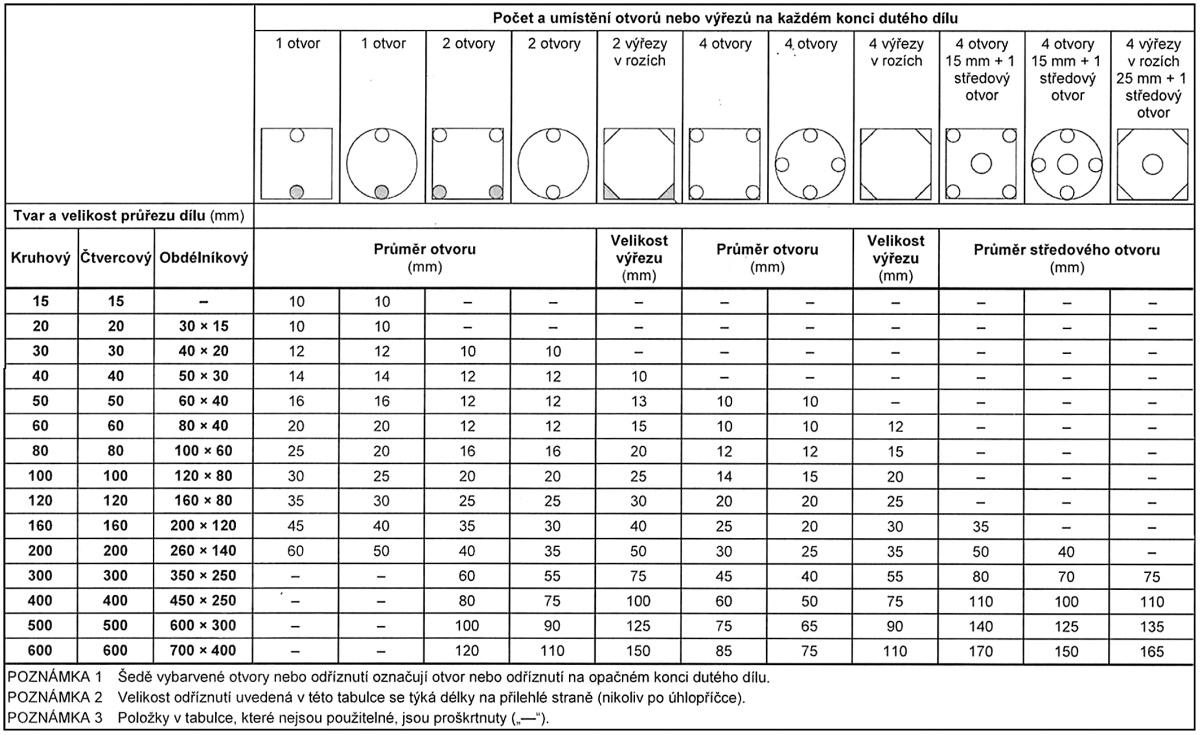
- Ve stejné části, v kapitole 4.4 Konstrukční řešení se uvádí, že vnitřní větrání dutých dílů se nedoporučuje. Jestliže se mu nelze vyhnout, má být předem dohodnuto se zinkovnou [viz i ISO 1461:2009, A.2, e)] a odběratel má zajistit, aby:
- otvory byly co největší,
- opatření pro vnitřní větrání byla před sestavením přiměřeně zdokumentována (např. fotograficky).
- V části 5 Řešení skladování a dopravy se upozorňuje na to, že balení do smršťovací fólie může vést k zadržování vody uvnitř výrobků a následně ke vzniku skvrn bílé rzi.
- V části 6 Vliv stavu výrobku na kvalitu žárového zinkování ponorem, v poznámce 4 k Tabulce 1 (Vztah mezi vlastnostmi povlaku a složením oceli), je nově uvedeno, že ocel obsahující < 0,01 % křemíku a zároveň > 0,035 % hliníku mohou mít nižší reaktivitu, což se může projevit menší tloušťkou povlaku proti očekávané. U těchto ocelí mohou být nižší hodnoty soudržnosti povlaku.
- Ve stejné části, v kapitole 6.4 Stav povrchu, se k dříve vyjmenovaným nečistotám, které způsobují vznik nepokovených míst po zinkování, nově přidaly spreje proti rozstřiku při svařování, které musí být stejně jako ostatní nečistoty odstraněny ještě před mořením. Je zapotřebí se vyhnout použití sprejů proti rozstřiku, které při odmašťování a moření nelze odstranit. Přednostně se doporučují spreje bez silikonu. Je nežádoucí nadměrné používání svářecích sprejů. Je zapotřebí odstranit vypálené řezné kapaliny vytvářejících pěnu a vypálené spreje proti rozstřiku.
- Dřívější kapitola 6.6 Vliv tepelného řezání byla rozšířena o problematiku sváření.
- Nová kapitola 6.6.2 Sváření uvádí, že významný rozdíl mezi složením svarového kovu a původního kovu (zejména obsah křemíku) může způsobit rozdílný vzhled a tloušťku povlaku na svarových švech. Tyto jevy se minimalizují použitím svařovacích drátů s nízkým obsahem křemíku.
- Nová kapitola 6.6.3 Volné hrany uvádí, že řezání plamenem může způsobit místní změny tvrdosti, které mohou vyvolat napětí. Lehké povrchové obroušení hran řezných ploch může tento jev odstranit a minimalizovat riziko vzniku trhlin během zinkování. Lze použít i změkčení těchto ploch plamenem. Vnitřní rohy, ražené výřezy a zářezy se mají provádět podle EN 1090-2:2018, 6.7. Doporučuje se provádět tyto řezy mechanicky. Zvláštní pozornost je nutno věnovat kritickým oblastem běžných nosníků, kde jsou provedeny výřezy.
- V části 7 Vliv procesu žárového zinkování na výrobek, v kapitole 7.1 Rozměrové tolerance u závitových součástí se uvádí:
- závit šroubů má před zinkováním rozměr podle tolerancí předepsaných v příslušné specifikaci bez ponechání vůle na pozinkování a závity v maticích se vyřežou po zinkování, nebo,
- šrouby mají před zinkováním menší rozměr, aby ve všech případech bylo možno použít na pozinkovaných maticích standardní závity. Požadavky na pozinkované spojovací součásti uvádí i ISO 10684. Povlaky se nepožadují u vnitřních závitů, které byly vytvořeny nebo znovu vytvořeny po žárovém zinkování. Vnitřní závity jsou po smontování galvanicky chráněny povlakem na vnějších závitech;
- Do Přílohy A normy Doporučená konstrukční řešení výrobků, které mají být žárově zinkovány ponorem, byly doplněny některé velmi důležité informace, hodnoty a obrázky. Je zde také nová tabulka (viz výše), která stanoví doporučení pro velikost a umístění větracích otvorů v dutých sekcích. Další nová tabulka popisuje Doporučené minimální opracování přeplátovaných ploch.
- Komentář k Příkladům výřezů a otvorů potřebných k usnadnění proudění zinku během žárového zinkování ponorem (znázorňují možnosti větrání a odtoku):
- Je zapotřebí vyhnout se vrtání děr v kritických oblastech.
- Otvory mají být vyvrtány co nejblíže k rohům. Je zapotřebí, aby se projektant a zinkovna dohodli na koordinaci umístění otvorů a bodů závěsu při zinkování.
Ing. Petr Strzyž
Asociace českých a slovenských zinkoven, z. s.












{kind=link}