Článek se zabývá zesilováním ocelových prutů namáhaných tlakovou silou pod zatížením. Při návrhu tlačených prutů náchylných ke vzpěru zesílených pod zatížením je třeba zohlednit vliv původního zatížení a svařování – reziduální napětí a přetvoření – na únosnost zesíleného prutu. Byly provedeny experimenty zesílení prutů tvaru průřezu H a L a bezešvých trubek. S jejich pomocí byly validovány numerické modely, které pomohly rozšířit počet vzorků pro statistické vyhodnocení. Je představena návrhová metoda stanovení únosnosti běžně používaných průřezů tlačených prutů zesílených pod zatížením. Analytická metoda poskytuje informace o přetvoření a pro stanovení únosnosti využívá modifikovaný součinitel imperfekce. Článek obsahuje také praktická doporučení pro návrh a provádění zesilování pod zatížením pomocí svařování.
Ocelové pruty je nutné zesilovat většinou z provozních důvodů či vlivem oslabení korozí. Zesilování pomocí svařování je levné a rychlé řešení ve srovnání s alternativami, např. využití FRP lamel či obetonování. Provádění prací pod zatížením dále zrychluje a zlevňuje práce, nevýhodou je však snížená únosnost prutu zesíleného pod zatížením a nutnost posudku původního prutu oslabeného zvýšenou teplotou od svařování zatíženého původním zatížením, při kterém práce probíhají. V České republice je dnes zesilování bez důkladné analýzy povoleno pouze do původního zatížení, které dosahuje maximálně 50 % únosnosti zesilovaného prutu, a pro určení únosnosti prutu zesíleného pod zatížením se používají velmi konzervativní řešení na základě elastického návrhu [1, 2]. Článek shrnuje část poznatků publikovaných v dizertační práci autora [3].
Návrh zesílení je podobně jako návrh konstrukce iterativní proces. Doporučený postup návrhu je následující:
- Zhodnocení stavu původní konstrukce, identifikace použitého materiálu, zejména jeho meze kluzu a vhodnosti ke svařování. Stanovení velikosti původního zatížení působící na prut, který hodláme zesilovat [1, 4, 5, 6].
- Stanovení parametrů pro svařování, které by měly být specifikované tak, aby teplota chladnutí z 800 °C na 500 °C Δt8/5 byla přibližně 10 – 25 s, čímž se lze vyhnout výskytu křehkých martenzitických struktur [7, 8].
- Posouzení elastické únosnosti původního průřezu, který je při svařování oslaben zvýšenou teplotou, na bezpečný přenos původního zatížení [9].
- Posouzení únosnosti zesíleného prutu na bezpečný přenos požadovaného zatížení a na druhý mezní stav použitelnosti.
Tento článek je zaměřen pouze na bod č. 4. Omezením je, že experimenty byly provedeny na nových prutech z moderní oceli třídy pevnosti S235.
ANALYTICKÁ METODA
Analytická metoda pro návrh únosnosti tlačených prutů zesílených pod zatížením využívá modifikovaný součinitel imperfekce αzr= αz + Δα. Tento součinitel zohledňuje vliv zvýšených imperfekcí ve tvaru průhybu prutu αz [10] a vliv reziduálního napětí od svařování Δα. Průhyb a reziduální napětí jsou odlišné u prutů zesílených pod zatížením než u standardních prutů. Součinitel je možné dosadit do standardních vztahů pro návrh prutů na vzpěrnou únosnost v kapitole 6.3.1 normy EN 1993‑1‑1 [11].
Vliv zvýšené počáteční výchylky
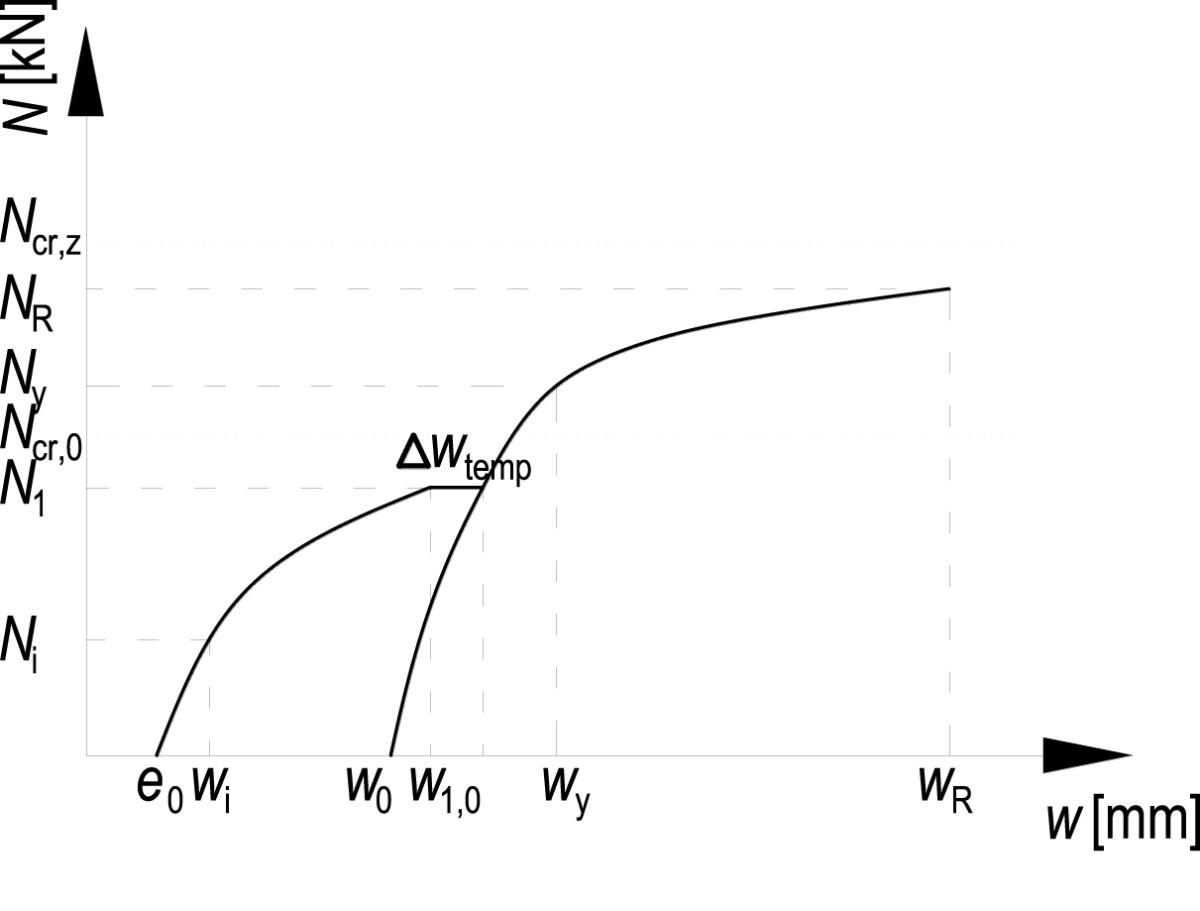
Prut zesílený pod zatížením je svařován ve stavu rozdílné napjatosti a původní prut s počáteční imperfekcí e0 je při svařování vychýlen o w1,0. Při svařování, přestože symetricky navrženém, je výchylka zvýšena o Δwtemp. Při nesymetrickém svařování je nutné uvážit další výchylku od smrštění svarů [12]. Deformace při svařování pod zatížením jsou vyšší než deformace při svařování v odtíženém stavu [13]. Pokud by byl prut zesílený pod zatížením odtížen, jeho počáteční výchylka by byla w0, která je vyšší než počáteční výchylka původního prutu e0. Z podílu těchto dvou výchylek je možné určit modifikovaný součinitel imperfekce, který zohledňuje vliv zvýšené počáteční výchylky αz = α ∙ w0/e0, kde α je součinitel imperfekce původního prutu z tabulky 6.1 normy EN 1993‑1‑1 [11].
Vliv reziduálního napětí
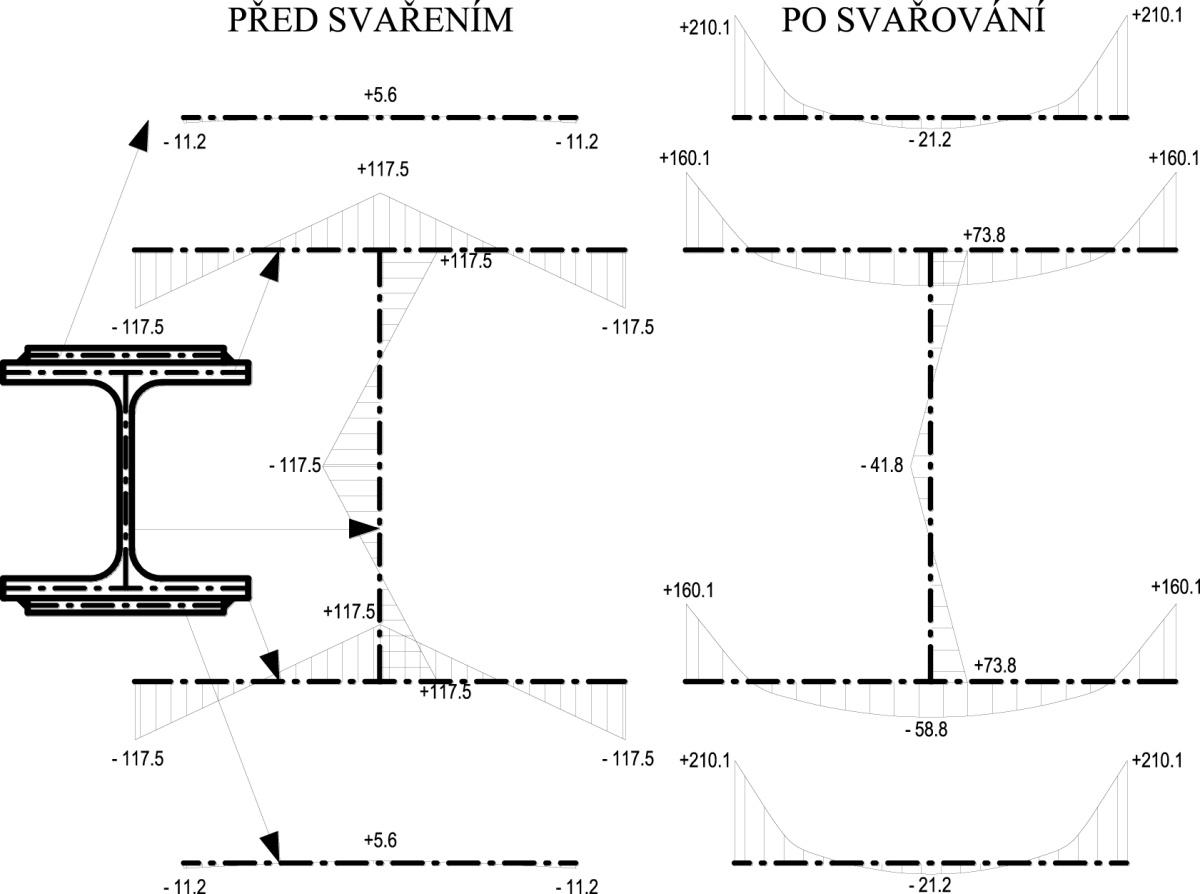
Zesílené pruty obsahují velké množství svarů, které významně přerozdělují reziduální napětí. Reziduální napětí ovlivňuje pruty malých a středních štíhlostí, které vybočují v nepružném oboru. Reziduální napětí má vždy negativní vliv na vzpěrnou únosnost prutů [14], ale vhodným umístěním svarů na průřezu můžeme negativní vliv co nejvíce zmírnit. Pro vzpěrnou únosnost je nejvhodnější tahové reziduální napětí v místech, které nejvíce přispívají k momentu setrvačnosti, např. u tvaru HEB na okrajích pásnic. Svary po vychladnutí způsobují smrštění, v blízkém okolí svaru vznikne tahové reziduální napětí a ve zbytku průřezu tlakové. Příklad rozložení reziduálního napětí je na obr. 2.
Pro stanovení vlivu reziduálního napětí lze využít tečný modul pružnosti, který je závislý na poměru momentu setrvačnosti v elastickém stavu Iel a celkového momentu setrvačnosti I:
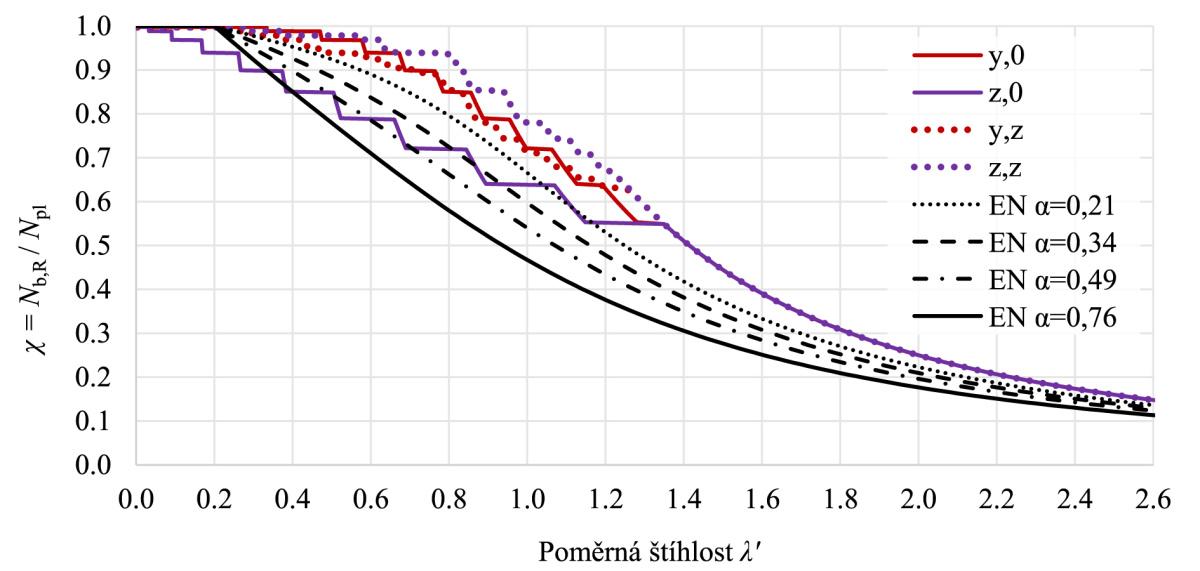
kde E je modul pružnosti, Et je tečný modul pružnosti a Lcr je kritická délka. S narůstajícím zatížením se poměr Iel/I snižuje. Při nevhodném rozložení reziduálního napětí se tento poměr snižuje rychleji než při vhodném rozložení se svary na okrajích pásnic. Vliv pouze reziduálního napětí lze vidět pro uvedený příklad na obr. 3.
Reziduální napětí lze zanedbat při poměrné štíhlosti vyšší než 1,3, kde kopíruje Eulerovu křivku. Pro nižší štíhlosti má výrazný vliv. Velký rozdíl je na tomto příkladu zejména pro vybočení kolem měkké osy z mezi původním a zesíleným prutem (fialové křivky na obr. 3).
VALIDACE METODY
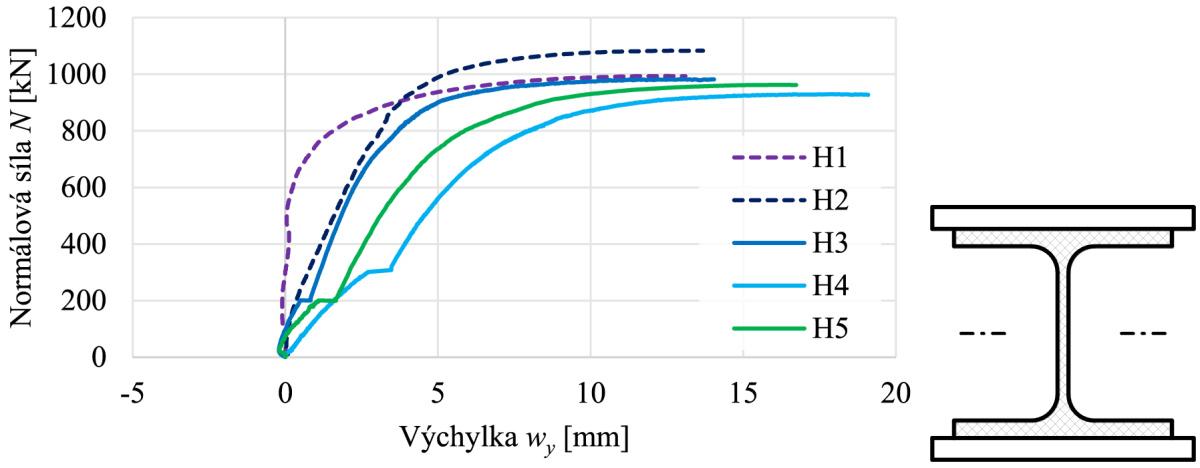
Vliv zvýšené výchylky lze pozorovat například na experimentech zesilování prutů HEA 100 plechy přivařenými rovnoběžně s pásnicemi – viz obr. 4. Pruty H1 a H2 byly zesíleny bez zatížení, pruty H3 a H4 pod zatížením 200 kN (αg = N1 / Nb,0,Rd = 0,46) a prut H5 pod zatížením 300 kN (αg = 0,69). Pruty nebyly odtíženy pro zjištění počáteční výchylky w0 zesíleného prutu, ale z grafu je zřejmé zvýšení tuhosti i výchylky v důsledku svařování Δwtemp.
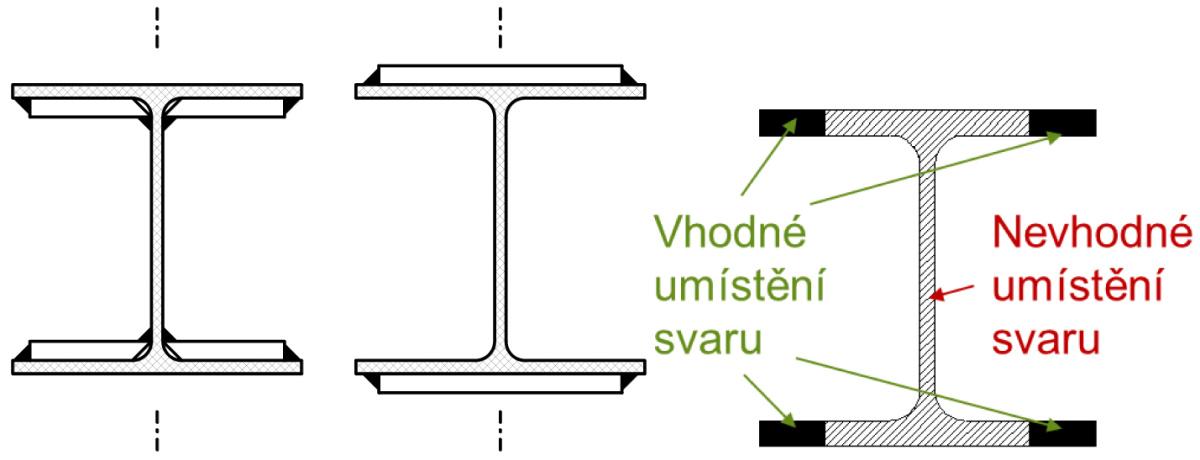
Vliv reziduálního napětí je zřejmý z experimentů L. Talla [15] a Marzouka a Mohana [16]. L. Tall pouze navařil housenky na konce pásnic a tím zvýšil vzpěrnou únosnost válcovaných prutů tvaru H o 10 %. Marzouk a Mohan testovali dva různé způsoby zesílení – dvěma plechy zvenku profilu a čtyřmi svary na okrajích pásnic a čtyřmi plechy uvnitř profilu a osmi svary poblíž okraje pásnice a u stojiny – viz obr. 5. Zesílení dvěma plechy poskytovalo o 15 % vyšší únosnost než zesílení čtyřmi plechy při stejné ploše a momentu setrvačnosti kolem měkké osy.
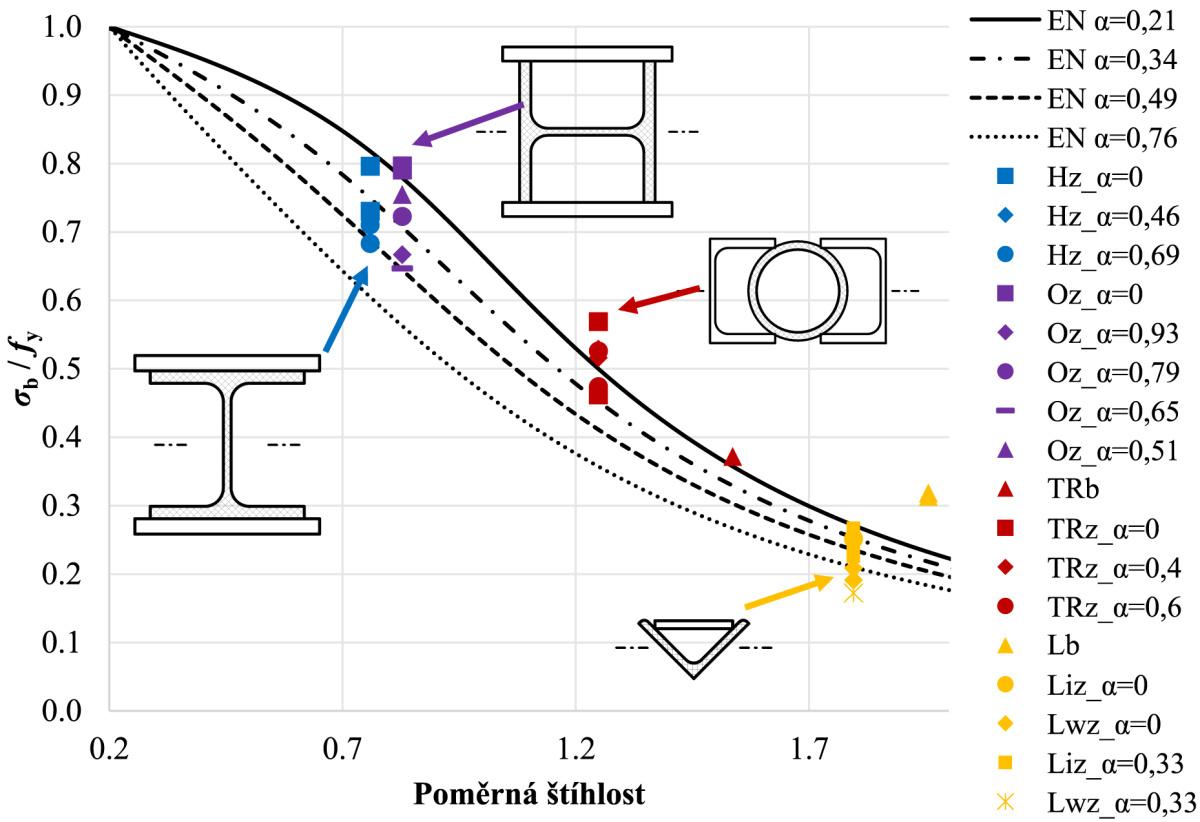
Celkem bylo v laboratoři Ústavu kovových a dřevěných konstrukcí Stavební fakulty v Brně vyzkoušeno 23 prutů zesílených pod zatížením, 24 prutů původních nebo zesílených bez zatížení (vybrané tvary průřezu: HEA, CHS, T, L – viz obr. 6) a na 6 prutech byla ověřována únosnost při svařování (vybrané tvary průřezu: HEA, SHS). Metoda se ukazuje pro všechny testované pruty mírně konzervativní.
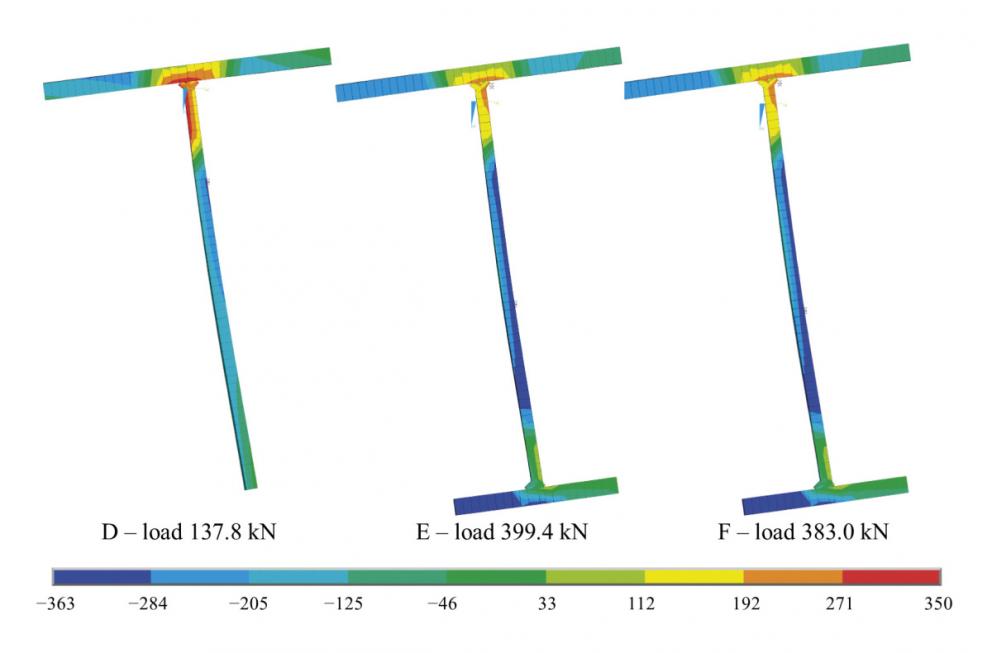
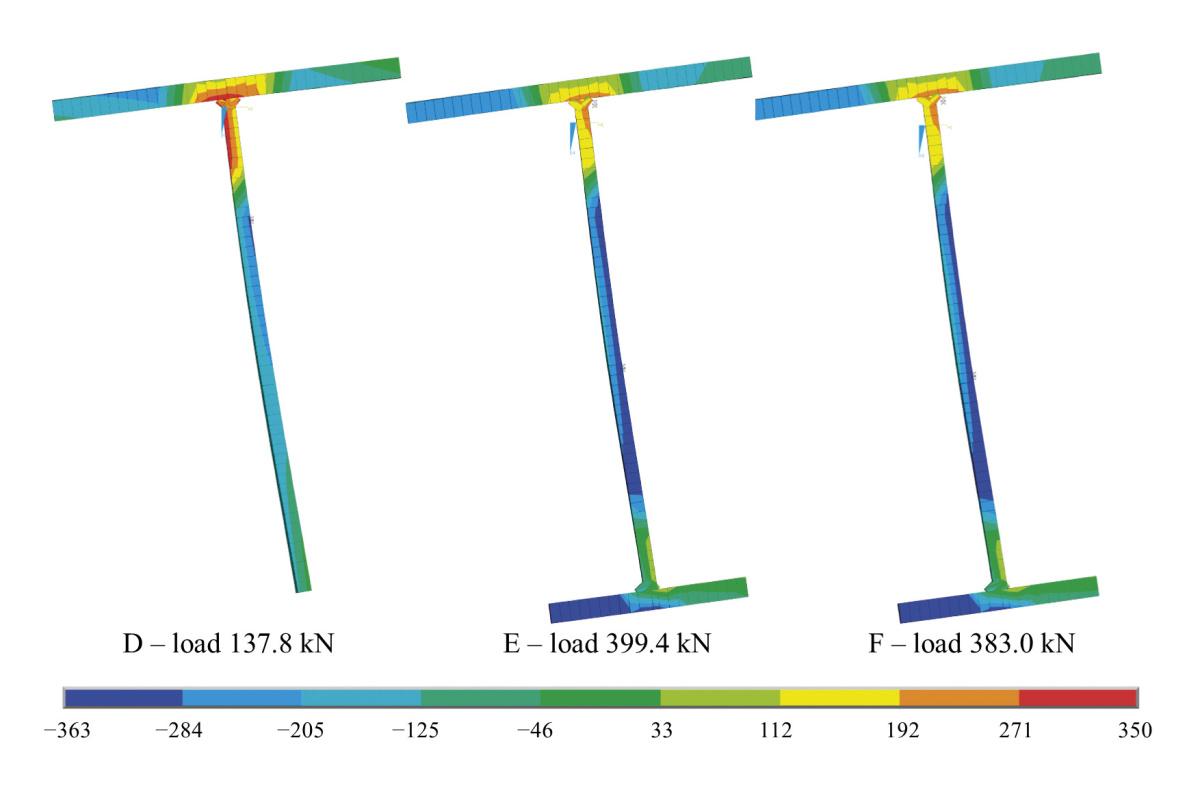
Numerické modely byly vytvořeny v programu ANSYS APDL. Byla použita geometricky i materiálově nelineární analýza s imperfekcemi. Největší množství modelů bylo poměrně jednoduchých bez uvážení reziduálních napětí. Modelování reziduálního napětí je nejsložitější krok a je nejvíce zatížen nepřesnostmi – viz obr. 7. Validované numerické modely slouží zejména k rozšíření počtu zkoumaných prutů a odlišení jednotlivých vlivů.
ZÁVĚRY A PRAKTICKÁ DOPORUČENÍ
Byla vyvinuta návrhová metoda stanovení vzpěrné únosnosti tlačených prutů zesílených pod zatížením. Metoda byla validována pomocí experimentů vybraných typů průřezu. Pro zesilování jsou nutné pouze přerušované svary podélně s osou prutu. Příčnému svařování je lepší se vyhnout, protože je vysokou teplotou oslabena velká část průřezu. Svařování pod statickým zatížením je poměrně bezpečné a svary mají stejnou kvalitu jako při svařování bez zatížení, ale svařování pod cyklickým zatížením není doporučené kvůli vysokému nebezpečí vzniku trhlin ve svarech. Svary způsobují výrazné smrštění a je nutné odhadnout přetvoření a reziduální napětí a tyto hodnoty zohlednit v návrhu. Delší svary je vhodné rozdělit na kratší úseky a postupně svařovat symetricky po průřezu.
PODĚKOVÁNÍ
Článek byl vytvořen v rámci řešení projektů č. TH02020301 – Pokročilý návrh zesilování ocelové konstrukce pod zatížením a č. FV10317 – Pokročilé kotevní kontaktní materiály s využitím kompozitů.
LITERATURA:
[1] Pontex, s. r. o. TP 42 – Opravy, obnovy a přestavby ocelových nosných konstrukcí mostů. Praha: Ministerstvo dopravy, 2014, 64 str.
[2] SPAL, L. Rekonstrukce ocelových konstrukcí. 1. vyd. Praha: Státní nakladatelství technické literatury, 1968, 183 str.
[3] Vild, M. Zesilování ocelových prutů namáhaných osovou silou pod zatížením. Brno, 2018. 140 str., 34 str. příl. dizertační práce. Vysoké učení technické v Brně, Fakulta stavební, Ústav kovových a dřevěných konstrukcí. Vedoucí práce prof. Ing. Miroslav Bajer, CSc.
[4] BROCKENBROUGH, R. L. AISC Design guide 15: Rehabilitation and Retrofit Guide: Historic Shapes and Specifications. Pittsbourg, 2003. 334 str.
[5] Commission XV „Fundamentals of design and fabrication for welding“ of the IIW. Recommendations for repairs and/or strengthening of steel structures. Welding in the World. 1988, 26(11–12), str. 292–306.
[6] ČSN 73 0038 Hodnocení a ověřování existujících konstrukcí – Doplňující ustanovení. Praha, ÚNMZ, 2014.
[7] MASUBUCHI, K. Analysis of Welded Structures: Residual Stresses, Distortion, and Their Consequences. Pergamon Press, 1980, 642 str. ISBN‑13: 978‑1483172620.
[8] ČSN EN 1011‑1 Svařování – Doporučení pro svařování kovových materiálů – Část 2: Obloukové svařování feritických ocelí. Praha: ÚNMZ, 2009.
[9] VILD, M. Svařování pod tlakovým zatížením. In JUNIORSTAV 2018 Sborník příspěvků. Brno: Vysoké učení technické v Brně, Fakulta stavební, 2018. s. 506 – 511. ISBN: 978‑80‑86433‑69‑1.
[10] UNTERWEGER, H. Ultimate Load Capacity of Columns Strengthened under Preload. Advances in Steel Structures, 1999, str. 117–124.
[11] ČSN EN 1993‑1‑1 Eurokód 3: Navrhování ocelových konstrukcí – Část 1‑1: Obecná pravidla a pravidla pro pozemní stavby. Ed. 2. Praha: ÚNMZ, 2011.
[12] BLODGETT, O. W. Design of welded structures. Cleveland: James F. Lincoln Arc Welding Foundation, 1966, 832 str. ISBN 9789998474925.
[13] HUENERSEN, G., HAENSCH, H., AUGUSTYN, J. Repair welding under load. Welding in the World. 1990, 28(9), str. 174–182.
[14] BŘEZINA, V. Vzpěrná únosnost kovových prutů a nosníků. Praha: Nakladatelství Československé akademie věd, 1962, 386 str.
[15] TALL, L. The Reinforcement of Steel Columns. AISC Engineering Journal, 1989, str. 33–39.
[16] MARZOUK, H., MOHAN, S. Strengthening of wide‑flange columns under load. Canadian Journal of Civil Engineering. 1990, 17(5), str. 835–843. DOI: 10.1139/l90‑094. ISSN 0315‑1468. Dostupné z: http://www.nrcresearchpress.com/doi/abs/10.1139/l90‑094
















{kind=link}
{kind=link}
{kind=link}
{kind=link}