Celkový pohled na lávku L1, L2 a L3 ze silnice I/11.
Celkový pohled na lávku L1, L2 a L3 ze silnice I/11.
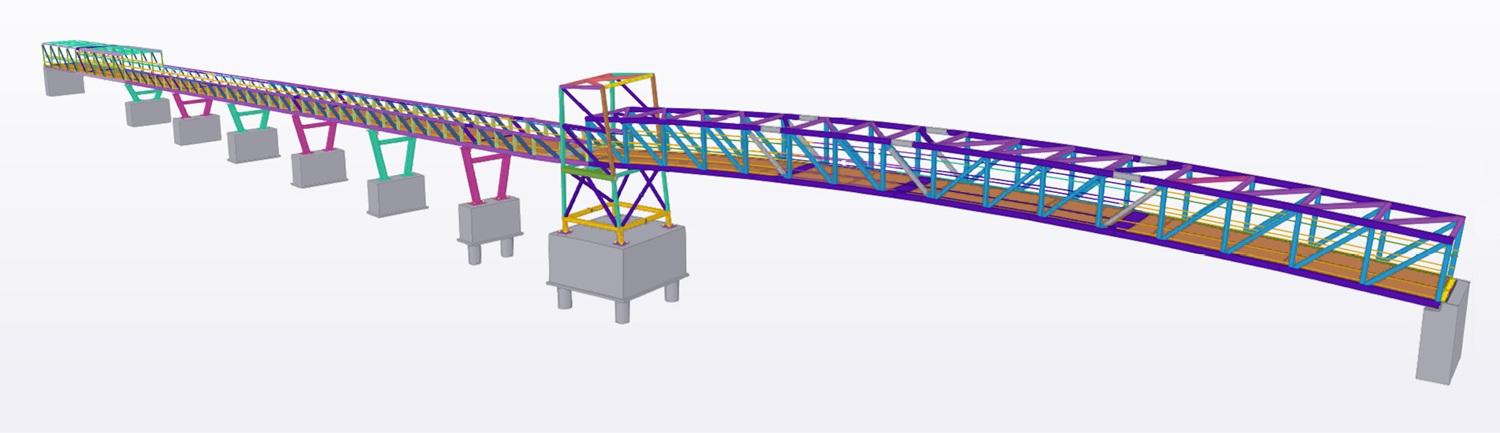
Výstavba cyklolávky přes silnici I/11 a řeku Lučinu v Šenově představuje důležitý krok v rozvoji místní dopravní infrastruktury. Tato lávka umožňuje bezpečný pohyb chodců a cyklistů přes frekventovanou silniční komunikaci a propojuje existující cyklostezky. Stavba zahrnovala montáž tří, resp. pěti samostatných lávek – lávky L1, L2 a L3, které byly konstruovány jako ocelové příhradové nosné konstrukce s dolní mostovkou. Projekt byl navržen s důrazem na vysokou pevnost a odolnost vůči zatížení a povětrnostním vlivům, přičemž byl realizován v souladu s normami ČSN EN 1991-2 a ČSN EN 1090-2.
DISPOZIČNÍ A KONSTRUKČNÍ ŘEŠENÍ
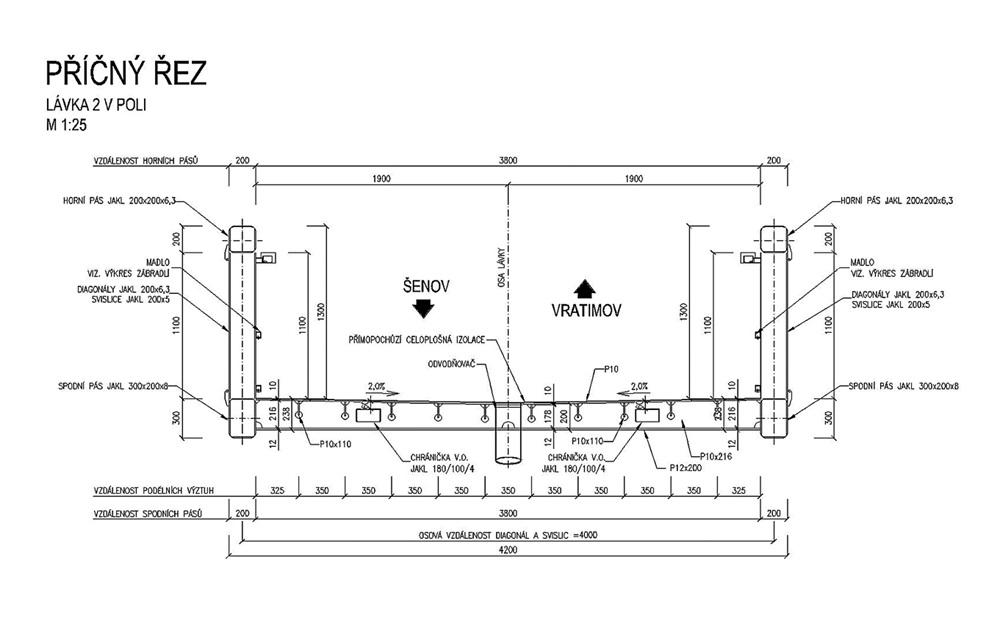
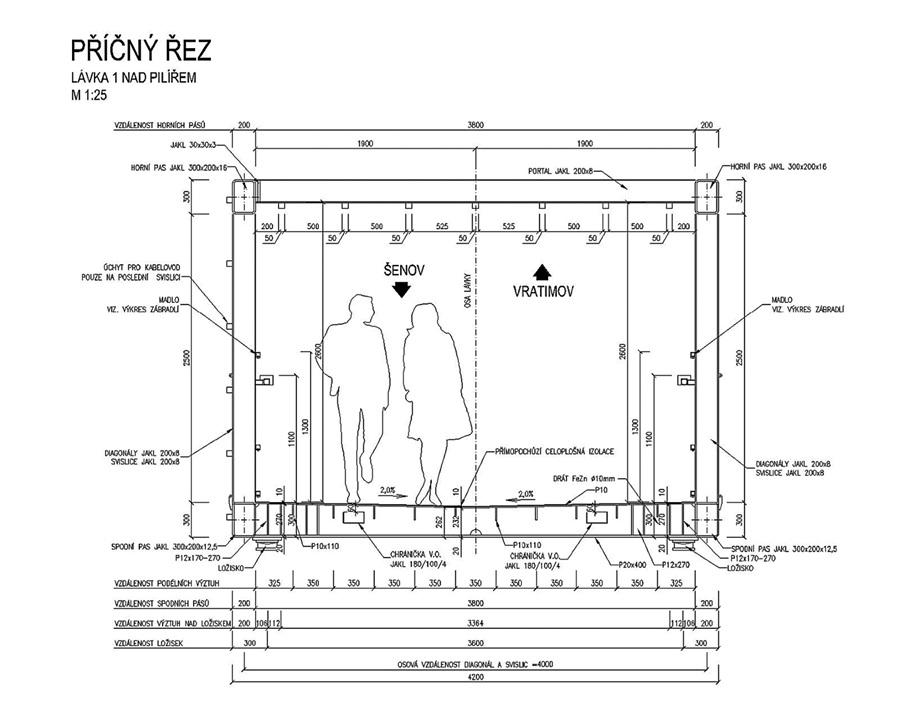
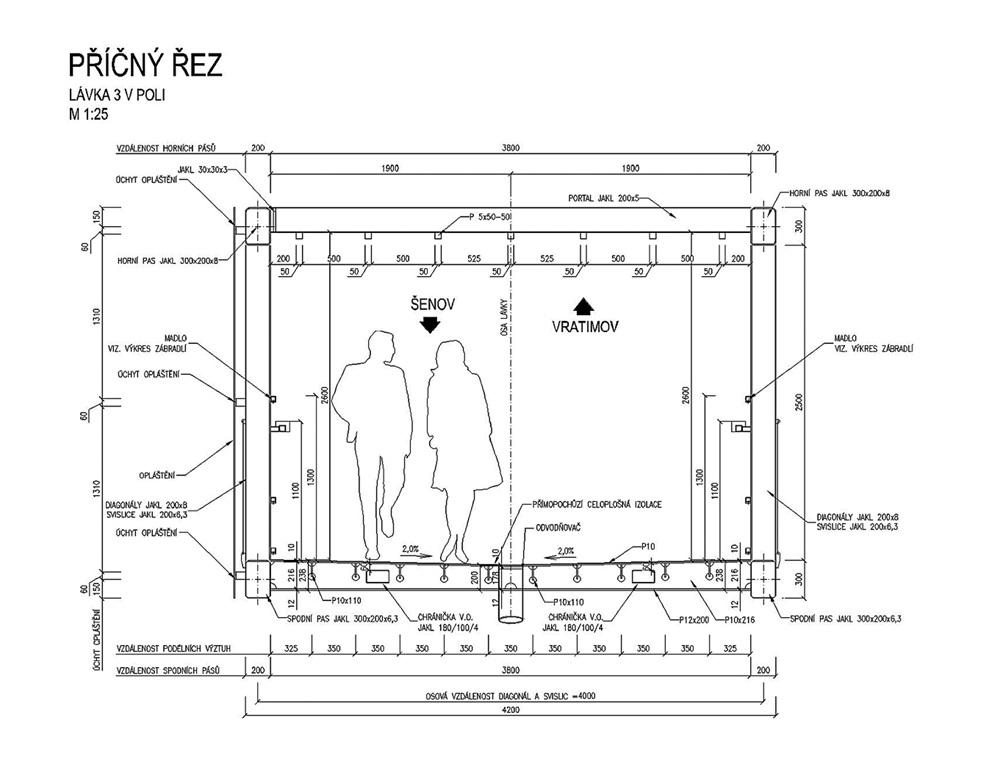
Cyklolávka Šenov (lávky L1, L2 a L3) o celkové délce 146,62 m je ve skutečnosti tvořena třemi architektonicky rozdílnými návrhy lávek se společnými konstrukčními prvky spodní mostovky a lišící se výškou konstrukcí parapetních příhradových nosníků. Mostovka je na všech lávkách tvořena přímo pochozím plechem tl. 10 mm, vyspádovaným do osy lávky ve sklonu 2 %, který je v příčném směru vyztužen podélníky P10 x 110 v osových vzdálenostech 350 mm. V podélném směru jsou navrženy příčníky v osových vzdálenostech 1 440 mm – 1 470 mm, nad ložisky jsou navrženy nadopěrové příčníky s pásnicí šířky 400 mm. Hlavními nosnými profily lávek jsou profily z hranatých trubek. Zábradlí je navrženo ze čtvercových trubek ve třech úrovních, přičemž nejvyšší úroveň je doplněna dřevěným madlem. Na pochozí straně mostovky je realizována hydroizolační tenkovrstvá stěrka.
Lávka L1 je tvořena prostorovou obloukovou příhradovou konstrukcí, která překonává silnici I/11 spojující Ostravu a Havířov. Délka lávky je 46,2 m, rozpětí lávky je 45,8 m, výška nad silnicí je 5 až 5,5 m. Na jedné straně je konstrukce uložena na ŽB opěře, na druhé straně je uložena na prostorovém příhradovém pilíři. V příčném řezu má lávka tvar obdélníků o teoretické osové šířce 4 m a výšce 2,8 m. Ztužení je provedeno jak ve stěnách, tak i v úrovni horních pásů. Dle architektonického řešení je konstrukce lávky v některých polích opláštěna plechy Corten.
Lávka L2 je tvořena prostorovou příhradovou konstrukcí, která spojuje lávky L1 a L3 a vede nad záplavové území. Lávka se skládá ze třech částí. Lávky jsou 2polové, s rozpětím pole 12,62 m. Lávka L2A je půdorysně zalomena. Lávky L2B a L2C jsou přímé. Délka nosné konstrukce lávek je v ose cyklostezky 25,64 m. Výška nad terénem je 3,5 až 5,5 m. Konstrukce je uložena na ocelových pilířích. V příčném řezu má lávka tvar obdélníků o teoretické osové šířce 4 m a výšce 1,35 m.
Podpěry a pilíře jsou tvořeny příhradovou konstrukcí. Podpěry P3–P8 tvoří dvojice válcovaných nosníků z hranatých trubek, pilíř P2 je navržen jako ocelová příhradová konstrukce. Výšky jednotlivých konstrukcí jsou navrženy dle nivelety lávek.

Lávka L3 je tvořena prostorovou příhradovou konstrukcí, která překonává vodní tok. Délka lávky je 26,75 m, rozpětí lávky je 26,35 m, výška nad trénem je 2,2 až 6,5 m. Na jedné straně je konstrukce uložena na ŽB opěře, na druhé straně je uložena na ocelovém pilíři. V příčném řezu má lávka tvar obdélníku o teoretické osové šířce 4 m a výšce 2,8 m. Ztužení je provedeno jak ve stěnách, tak i v úrovni horních pásů. Dle architektonického řešení je konstrukce lávky v některých polích opláštěna plechy Corten.
| ÚČASTNÍCI VÝSTAVBY | |
| Investor: | Město Šenov |
| Generální projektant: | Dopravoprojekt Ostrava |
| Generální dodavatel, realizace spodní stavby: | MI ROAD |
| Výroba a montáž ocelové konstrukce: | EXCON |
| Provedení povrchové ochrany: | Linos Color, Colorspol |
VÝROBA OCELOVÉ KONSTRUKCE
Lávka byla realizována ve výrobním závodě EXCON v Teplicích. Zakázka zahrnovala výrobu tří odlišných lávek (L1, L2 a L3) s podobnou nosnou konstrukcí. Pro zajištění maximálně efektivního postupu jsme sjednotili technologii výroby u všech typů, což umožnilo plynulou organizaci práce. Každá skupina zámečníků a svářečů tak pracovala na totožných výrobních operacích.
Lávky byly vyrobeny z JA profilů, které představují ideální materiál pro naše CNC stroje, především CNC pilovrtací linku. Ta umožňuje nejen řezání a vrtání otvorů, ale i vypalování větších otvorů, výřezů a úkosů pro svařování pomocí plazmového robota. Naše technické oddělení předem určilo položky vhodné k úkosování už během počáteční výroby, což minimalizovalo následné operace v dílně. Většina výpalků vznikala na CNC plazmovém stole včetně vrtaných otvorů.


Pro dosažení optimální kvality svařování a minimalizaci čistění před svařováním procházel veškerý materiál předtryskáním v průběžném tryskacím zařízení. Materiál tak vstupoval do svařovny čistý a připravený pro další zpracování. Výroba probíhala na čtyřech samostatných pracovištích. Tato organizace umožnila paralelní práci na různých fázích výroby.
Nosná ocelová konstrukce lávek se skládala z bočních příhradových nosníků, svařovaných plechových příčníků ve tvaru T, podélníků z ploché oceli, plechové mostovky a u lávek L1 a L3 také stropních nosníků.
 Na prvním pracovišti probíhala výroba bočních příhrad pro jednotlivé typy lávek. Ty byly následně přesunuty na druhé pracoviště, kde došlo ke spojování s příčníky a jejich plnému svaření. Poté se osadily podélníky a mostovka, kdy oboje bylo pouze přistehováno. Pokud to konstrukce vyžadovala, byly přidány i stropní nosníky, jež byly plně svařeny. V případě potřeby se kroky z druhého pracoviště prováděly již na pracovišti číslo jedna. Na třetím pracovišti byla celá konstrukce otočena, aby bylo možno dokončit svary ze spodní strany mostovky. Poslední, čtvrté pracoviště bylo vyhrazeno pro finální dokončovací operace, jako je dokončování nosných svarů, broušení hran na kvalitu R2, dovařování plechů pro zábradlí či opláštění atd. V této fázi probíhaly také předsestavy jednotlivých segmentů lávek a jejich geodetické zaměření.
Na prvním pracovišti probíhala výroba bočních příhrad pro jednotlivé typy lávek. Ty byly následně přesunuty na druhé pracoviště, kde došlo ke spojování s příčníky a jejich plnému svaření. Poté se osadily podélníky a mostovka, kdy oboje bylo pouze přistehováno. Pokud to konstrukce vyžadovala, byly přidány i stropní nosníky, jež byly plně svařeny. V případě potřeby se kroky z druhého pracoviště prováděly již na pracovišti číslo jedna. Na třetím pracovišti byla celá konstrukce otočena, aby bylo možno dokončit svary ze spodní strany mostovky. Poslední, čtvrté pracoviště bylo vyhrazeno pro finální dokončovací operace, jako je dokončování nosných svarů, broušení hran na kvalitu R2, dovařování plechů pro zábradlí či opláštění atd. V této fázi probíhaly také předsestavy jednotlivých segmentů lávek a jejich geodetické zaměření.
Během celé výroby byla pečlivě kontrolována geometrie konstrukcí pomocí 3D měření a prováděly se veškeré NDT zkoušky. Závěrečná fáze expedice hotových svařenců byla občas napínavá z důvodu minimálních rezerv pro manipulaci. Společnost EXCON si tak může připsat další dokončenou výrobu v oblasti ocelových lávek.
Antikorozní ochrana ocelové konstrukce byla provedena podle architektonického záměru nátěrem ve vrchním odstínu RAL 8011 – hnědá, tento odstín imituje a vzájemně se doplňuje s navrženým cortenovým opláštěním lávek.
PRŮBĚH MONTÁŽE
Samotná montáž lávek probíhala v několika fázích a každá část byla pečlivě koordinována pro zajištění bezpečné a efektivní instalace. S ohledem na omezené prostorové možnosti pro předmontáže musela být montáž realizována postupně, po jednotlivých lávkách.
 První fází výstavby bylo vytyčení inženýrských sítí a příprava ploch pro výkopy, založení spodní stavby, pilotovací soupravy a příprava zhutněné plochy pro návoz nadrozměrných přeprav a těžkých jeřábů. V této fázi byly postupně připraveny železobetonové opěra OP1 a pilíře P3 až P8 a P2, které tvoří podpůrnou strukturu pro jednotlivé lávky. Osazení ocelových pilířů a podpěr bylo provedeno na ŽB patky před zahájením instalací lávek, a to s ohledem na omezené prostorové možnosti staveniště.
První fází výstavby bylo vytyčení inženýrských sítí a příprava ploch pro výkopy, založení spodní stavby, pilotovací soupravy a příprava zhutněné plochy pro návoz nadrozměrných přeprav a těžkých jeřábů. V této fázi byly postupně připraveny železobetonové opěra OP1 a pilíře P3 až P8 a P2, které tvoří podpůrnou strukturu pro jednotlivé lávky. Osazení ocelových pilířů a podpěr bylo provedeno na ŽB patky před zahájením instalací lávek, a to s ohledem na omezené prostorové možnosti staveniště.
Lávka L3, která byla instalována jako první, překonává vodní tok Lučinu a slouží jako nájezd na lávku ze strany od Vratimova. Lávka byla vyrobena v dílně ze dvou částí a na montážních podporách svařena v jeden celek. Během instalace na ŽB opěru a prostorový příhradový pilíř bylo využito těžké mechanizace – jeřábu o nosnosti 250 tun a precizního geodetického měření k zajištění správného usazení konstrukce.
 Montáž lávky L2A, L2B, L2C – lávky překlenují k vodnímu toku přilehlé záplavové území řeky Lučiny, kde při zvýšeném průtoku dochází k záplavě přilehlých pozemků. I s ohledem na tuto skutečnost a současně s požadavkem na dodržení sklonu lávek dle platné legislativy jsou lávky L2A–L2C umístěny na zvýšených podpěrných ŽB, resp. ocelových konstrukcích. Konstrukce je podepřena ocelovými pilíři ve tvaru „V“, které byly pevně ukotveny do ŽB základů. Lávky L2A, L2B, L2C byly vyrobeny v dílně ze dvou částí a na montážních podporách svařeny v jeden celek. Vlastní montáž lávek – tři dílce – každá o délce 22 metrů byla realizována během jednoho dne a lávky byly osazeny 120tunovým jeřábem.
Montáž lávky L2A, L2B, L2C – lávky překlenují k vodnímu toku přilehlé záplavové území řeky Lučiny, kde při zvýšeném průtoku dochází k záplavě přilehlých pozemků. I s ohledem na tuto skutečnost a současně s požadavkem na dodržení sklonu lávek dle platné legislativy jsou lávky L2A–L2C umístěny na zvýšených podpěrných ŽB, resp. ocelových konstrukcích. Konstrukce je podepřena ocelovými pilíři ve tvaru „V“, které byly pevně ukotveny do ŽB základů. Lávky L2A, L2B, L2C byly vyrobeny v dílně ze dvou částí a na montážních podporách svařeny v jeden celek. Vlastní montáž lávek – tři dílce – každá o délce 22 metrů byla realizována během jednoho dne a lávky byly osazeny 120tunovým jeřábem.
Instalaci lávky L1, která překlenuje frekventovanou silnici I/11 probíhala v koordinaci se stavbou železničních mostů před Havířovem a byla realizována za částečné, resp. úplné uzávěry silnice 1. třídy. V místě uzávěry jednoho směru vzniklo předmontážní pracoviště, kde byla lávka sestavena a svařena ze čtyř dílců v jeden celek. Během instalace na ŽB opěru a prostorový příhradový pilíř P2 bylo využito těžké mechanizace – jeřábu o nosnosti 500 tun. Osazení bylo provedeno v omezeném 24hodinovém časovém úseku za plného uzavření obou směrů silnice I/11.
ZÁVĚR
Projekt výstavby cyklolávky v Šenově představoval komplexní inženýrský úkol, který vyžadoval precizní plánování a realizaci. Pečlivá prefabrikace jednotlivých dílců a jejich přesné osazení umožnily dokončit stavbu v plánovaném termínu. Lávka nyní slouží jako bezpečný průchod pro cyklisty a chodce, čímž přispívá k rozvoji udržitelné mobility v regionu. Díky použití moderních materiálů a technologických postupů byla dosažena vysoká životnost a minimální nároky na údržbu. Tento projekt ukazuje, jak může efektivní inženýrství zlepšit dopravní infrastrukturu a zvýšit kvalitu života obyvatel.
Více fotografií naleznete ve fotogalerii.
Autoři:
Ing. Milan Skoumal, ředitel výrobního závodu společnosti EXCON.
Ing. Aleš Zemánek, manažer pro obchod a realizaci staveb společnosti EXCON.