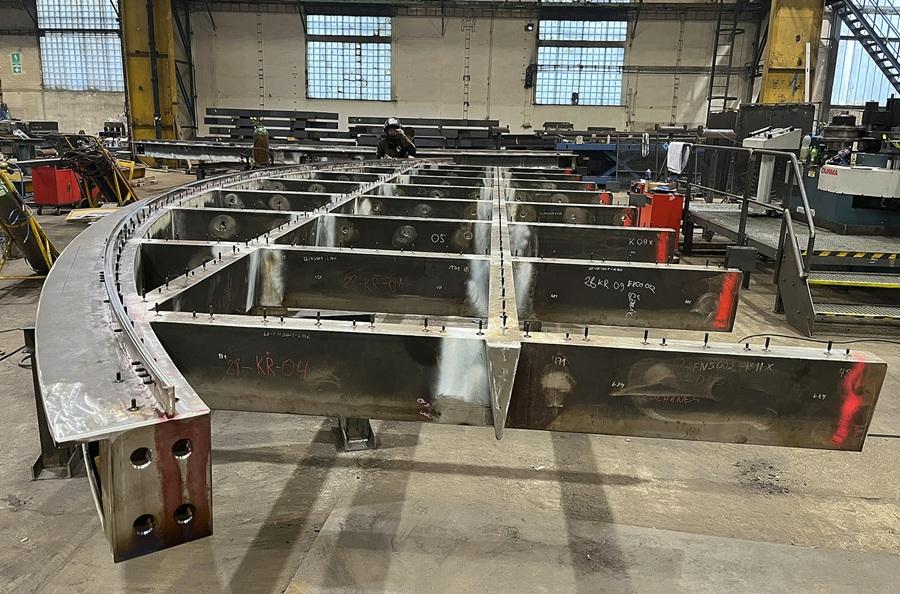
 Na foto: Světlík ve výrobní šabloně – kříže bez ringträgeru.
Na foto: Světlík ve výrobní šabloně – kříže bez ringträgeru.

Projekt Stuttgart 21 Hauptbahnhof patří k významným infrastrukturním stavbám současné Evropy. Součástí nového podzemního hlavního nádraží je mimo jiné 27 ocelových světlíků, které přivádějí denní světlo z povrchu do podzemní části haly – konkrétně 23 kusů typu RLA (Rund Lichtauge) a čtyři kusy typu FLA (Flache Lichtauge). Na jejich realizaci se podílela společnost EXCON, jež pro společnost seele GmbH, resp. jejich českou pobočku seele pilsen, zajišťovala výrobu ocelových konstrukcí čtyř světlíků FLA 25–28 a doplňkových rámových konstrukcí pro jejich montáž.
KONSTRUKCE A ROZMĚRY
 Každý světlík tvoří ocelová prostorová konstrukce o průměru přibližně 17,5 metru, složená z obvodového prstence (Ringträgeru), 256 kusů V-profilů svařených z plechů a 60 kusů křížových uzlů. Celý světlík byl sestaven ve výrobní šabloně jako celek a teprve poté rozdělen do sedmi expedičních celků. Celková hmotnost jednoho světlíku činila přibližně 35 tun. Použila se ocel S355 a S460, doplňkové a pohledové části pak byly realizovány z nerezové oceli. Výroba probíhala dle EN 1090-2 (EXC3) a jakosti svarů ISO 5817 – stupeň B.
Každý světlík tvoří ocelová prostorová konstrukce o průměru přibližně 17,5 metru, složená z obvodového prstence (Ringträgeru), 256 kusů V-profilů svařených z plechů a 60 kusů křížových uzlů. Celý světlík byl sestaven ve výrobní šabloně jako celek a teprve poté rozdělen do sedmi expedičních celků. Celková hmotnost jednoho světlíku činila přibližně 35 tun. Použila se ocel S355 a S460, doplňkové a pohledové části pak byly realizovány z nerezové oceli. Výroba probíhala dle EN 1090-2 (EXC3) a jakosti svarů ISO 5817 – stupeň B.
VÝROBNÍ PROCES
Ringträger – obvodový prstenec
Základ konstrukce tvoří čtyři segmenty, které dohromady vytvářejí uzavřený prstenec. Každý segment byl sestavován a svařován v ocelové šabloně, kde probíhalo i přesné dorovnání geometrie pomocí tepelného rovnání. Součástí prstence jsou zesílené části pro ložiska a připojení dalších konstrukčních prvků.

V-profily – robotická výroba
Každý světlík obsahoval 256 V-profilů, jež byly svařovány roboticky na dvou robotech O.S.K.A.R. Robotické svařování přineslo vysokou přesnost i efektivitu a na základě kvality těchto svarů zadala firma seele pilsen společnosti EXCON výrobu dalších tří sad V-profilů pro své RLA světlíky. Veškeré podélné svary byly 100% kontrolovány metodou MT a následně přebroušeny do hladka. Tato pohledová kvalita byla pro EXCON technickou výzvou, protože na běžné ocelové konstrukce nejsou kladeny takové požadavky. Po svaření byly profily expedovány do kooperace na obrábění, kde se upravovaly konce V-profilů pro následné svařování do křížů – proto bylo nezbytné velmi přesně sledovat výrobní stav každého kusu.
Kříže a montáž celku
 Kříže tvořené obráběnými středovými kameny a V-profily byly sestavovány ve výrobních šablonách. Každý kříž měl odlišnou geometrii, což vyžadovalo individuální úpravy šablon, resp. sklonů V-profilů pomocí příložek. Svařování probíhalo ručně, přičemž každý svářeč odpovídal za kvalitu svého kříže. Svarové spoje mezi kameny a V-profily podléhaly 100% UT kontrole. Díky kvalitní technické přípravě a disciplinovanému postupu bylo tepelné rovnání geometrie křížů minimální a po každé takovéto opravě byly svary opět přezkoušeny MT zkouškou. Po dokončení křížů následovala finální montáž v hlavní šabloně, do níž se postupně osazovaly všechny kříže a následně Ringträger. Po kontrole geometrie a svarů se doplňovaly detaily z černé i nerezové oceli – například obvodová duplexová lišta a trny pro budoucí montáž zasklení.
Kříže tvořené obráběnými středovými kameny a V-profily byly sestavovány ve výrobních šablonách. Každý kříž měl odlišnou geometrii, což vyžadovalo individuální úpravy šablon, resp. sklonů V-profilů pomocí příložek. Svařování probíhalo ručně, přičemž každý svářeč odpovídal za kvalitu svého kříže. Svarové spoje mezi kameny a V-profily podléhaly 100% UT kontrole. Díky kvalitní technické přípravě a disciplinovanému postupu bylo tepelné rovnání geometrie křížů minimální a po každé takovéto opravě byly svary opět přezkoušeny MT zkouškou. Po dokončení křížů následovala finální montáž v hlavní šabloně, do níž se postupně osazovaly všechny kříže a následně Ringträger. Po kontrole geometrie a svarů se doplňovaly detaily z černé i nerezové oceli – například obvodová duplexová lišta a trny pro budoucí montáž zasklení.

Kontrola přesnosti a kvality
Geometrie celé sestavy se průběžně kontrolovala 3D měřením před i po svařování. Závěrečnou kontrolu provedla společnost seele pilsen vlastní měřicí technologií. Všechny kontroly NDT (VT, MT, PT) probíhaly nad rámec požadavků norem EN, což potvrdily i následné audity Deutsche Bahn.
Audity DB probíhaly v pravidelném dvoutýdenním intervalu po celou dobu výroby a byly mimořádně detailní. Inspektor DB se zaměřoval nejen na kvalitu vyrobených částí ocelové konstrukce, ale také na samotný výrobní proces – počínaje přípravou svarových ploch, dále správného postupu stehování při sestavování dílců přes kontrolu teplot předehřevu před svařováním až po úplnost a kvalitu svarové dokumentace. Každý audit byl uzavřen protokolem, který shrnoval zjištění a potvrzoval soulad výroby s požadavky EN 1090-2 (EXC3) a ISO 5817 – stupeň B.
Organizace a kapacita výroby
Projekt FLA byl mimořádně náročný jak z pohledu technické kvality, tak i koordinace. Výroba probíhala souběžně na několika pracovištích a bylo nutné, aby veškeré kroky na sebe plynule navazovaly. V nejvytíženějších měsících představovala zakázka až 60 % výrobní kapacity závodu EXCON Teplice.
ZÁVĚR
S počátkem roku 2025 společnost EXCON úspěšně završila rok a půl trvající výrobu ocelových konstrukcí pro projekt Stuttgart 21 Hauptbahnhof, realizovaný ve spolupráci se zákazníkem seele pilsen. Zakázka zahrnovala výrobu čtyř světlíků typu FLA (Flache Lichtauge) a montážních konstrukcí pro jejich instalaci.
 Projekt představoval mimořádnou technickou výzvu, a to jak z hlediska přesnosti výroby, tak i v oblasti řízení kvality. Vysoké nároky na zpracování, pohledovou kvalitu svarů a dokumentační přesnost si vyžádaly zapojení všech našich technologií, precizní přípravu i úzkou spolupráci s technickým týmem zákazníka.
Projekt představoval mimořádnou technickou výzvu, a to jak z hlediska přesnosti výroby, tak i v oblasti řízení kvality. Vysoké nároky na zpracování, pohledovou kvalitu svarů a dokumentační přesnost si vyžádaly zapojení všech našich technologií, precizní přípravu i úzkou spolupráci s technickým týmem zákazníka.
Klíčovým prvkem úspěchu bylo partnerství a otevřená komunikace mezi EXCON a seele pilsen, díky čemuž bylo možné průběžně reagovat na technické požadavky, optimalizovat výrobní procesy a zajistit plynulý průběh projektu. Výsledkem je ocelová konstrukce vyrobená s vysokou mírou přesnosti a estetické kvality, která potvrzuje schopnost společnosti EXCON realizovat technicky náročné projekty v evropském měřítku.
Autor: Ing. Milan Skoumal
působí na pozici ředitele výrobního závodu EXCON v Teplicích













