 Svařování laserovým paprskem
Svařování laserovým paprskem


Laserové technologie jsou v mysli uživatelů techniků často spojeny s dělením materiálů, značením resp. gravírováním či laserovým čištěním (prozatím se sporadicky řešenou bezpečností práce). V současné době však přibývá další laserová technologie - svařování. V článku jsou popsány výhody a specifika tohoto způsobu spojování kovů.
Laserové svařování je technologie pro dosažení pevného spojení dílů. Jde o tavné svařování, kde se k tavení základního materiálu používá laserový paprsek vláknového zdroje s délkou paprsku 1 064 nm.
Pro svařování se využívá vláknových laserů, v dnešní době nejčastěji s výkonem do 2 kW, který je dostačující pro provaření materiálu do cca 3 mm, optimální je však jeho využití do 2 mm (u uhlíkové oceli).
VÝHODY TECHNOLOGIE
 Laserové svařování nevyužívá elektrody a je bezkontaktní. Díky vysoké přesnosti regulace vstupní energie a jasně definovaným vlastnostem laserového paprsku je možné provádět vysoce přesné svařování s předem garantovaným výstupem. Zároveň je do procesu vnášeno pouze nejnutnější množství energie v předem definovaném bodě a nedochází tak k tepelným deformacím svařence.
Laserové svařování nevyužívá elektrody a je bezkontaktní. Díky vysoké přesnosti regulace vstupní energie a jasně definovaným vlastnostem laserového paprsku je možné provádět vysoce přesné svařování s předem garantovaným výstupem. Zároveň je do procesu vnášeno pouze nejnutnější množství energie v předem definovaném bodě a nedochází tak k tepelným deformacím svařence.
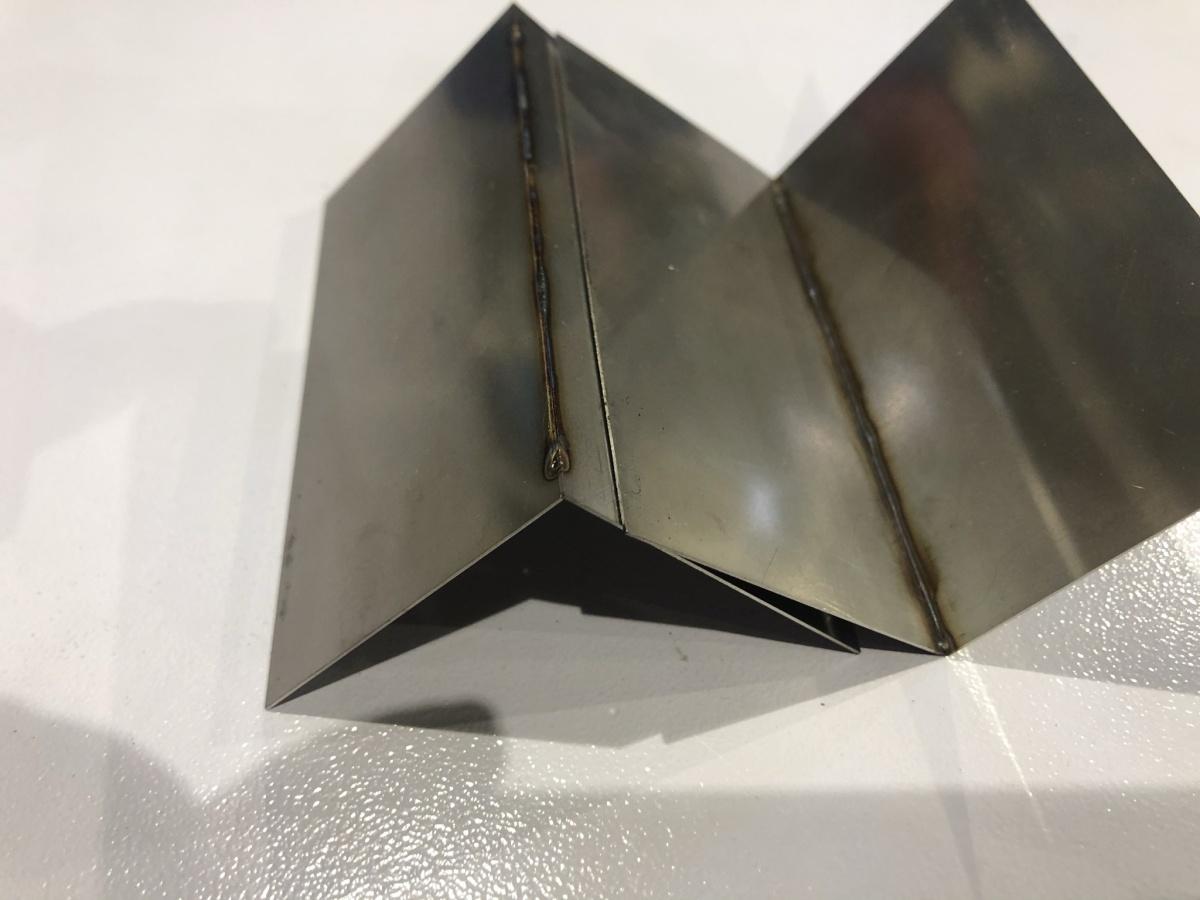
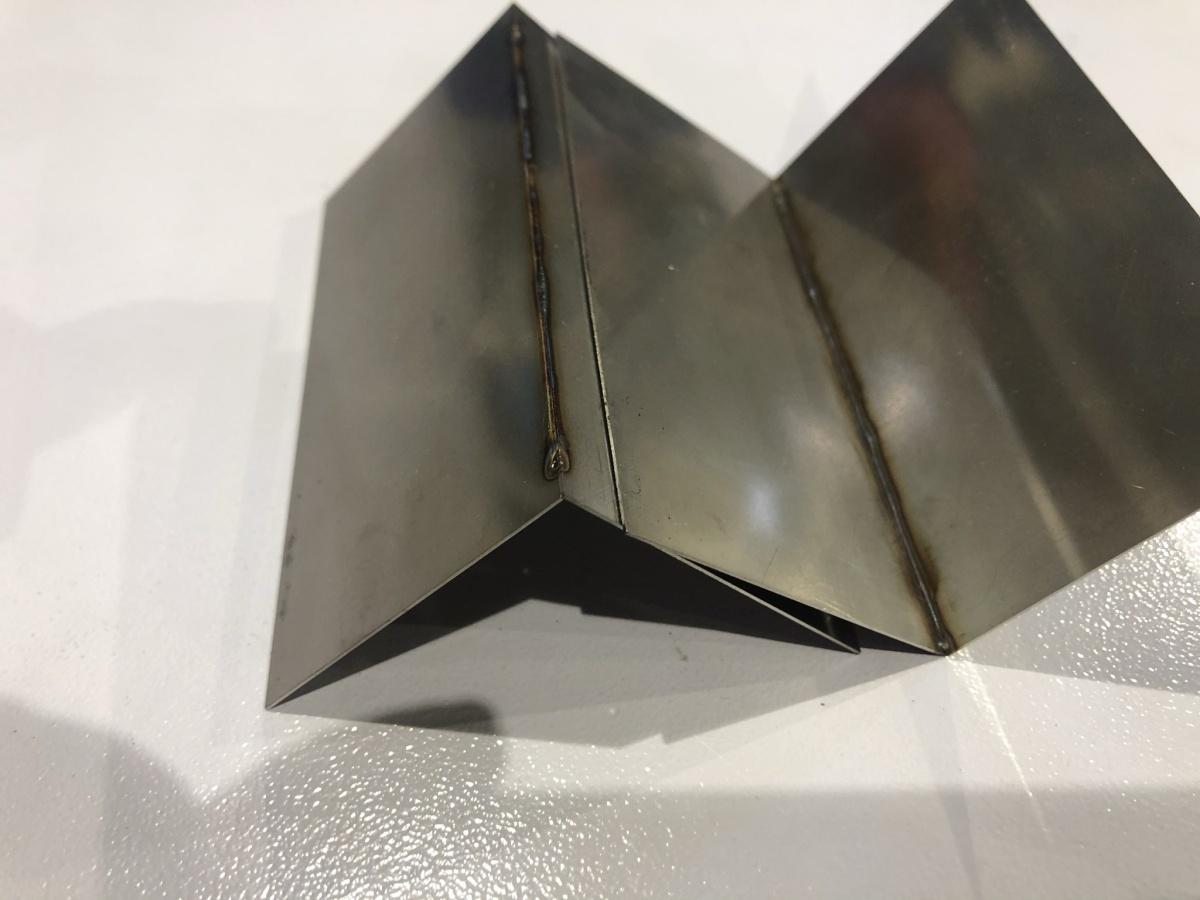
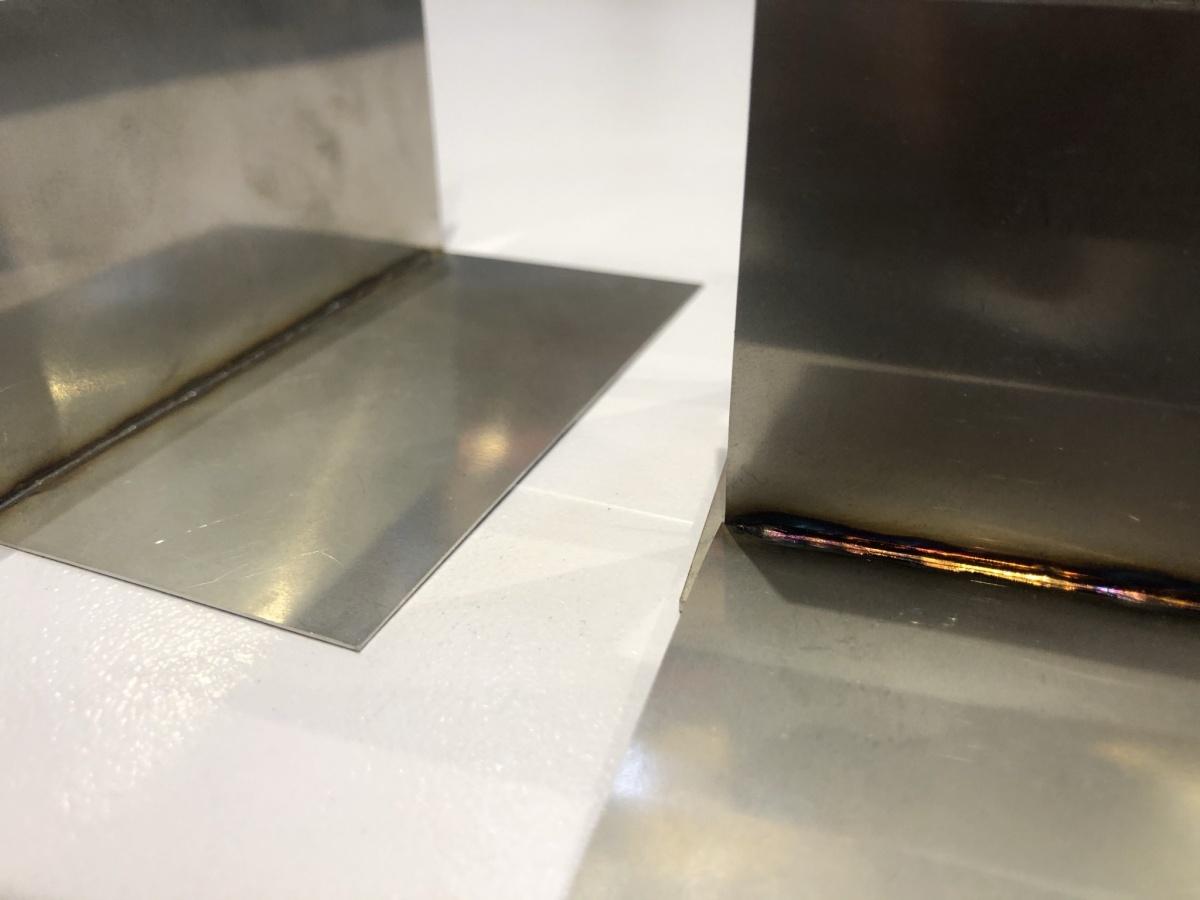
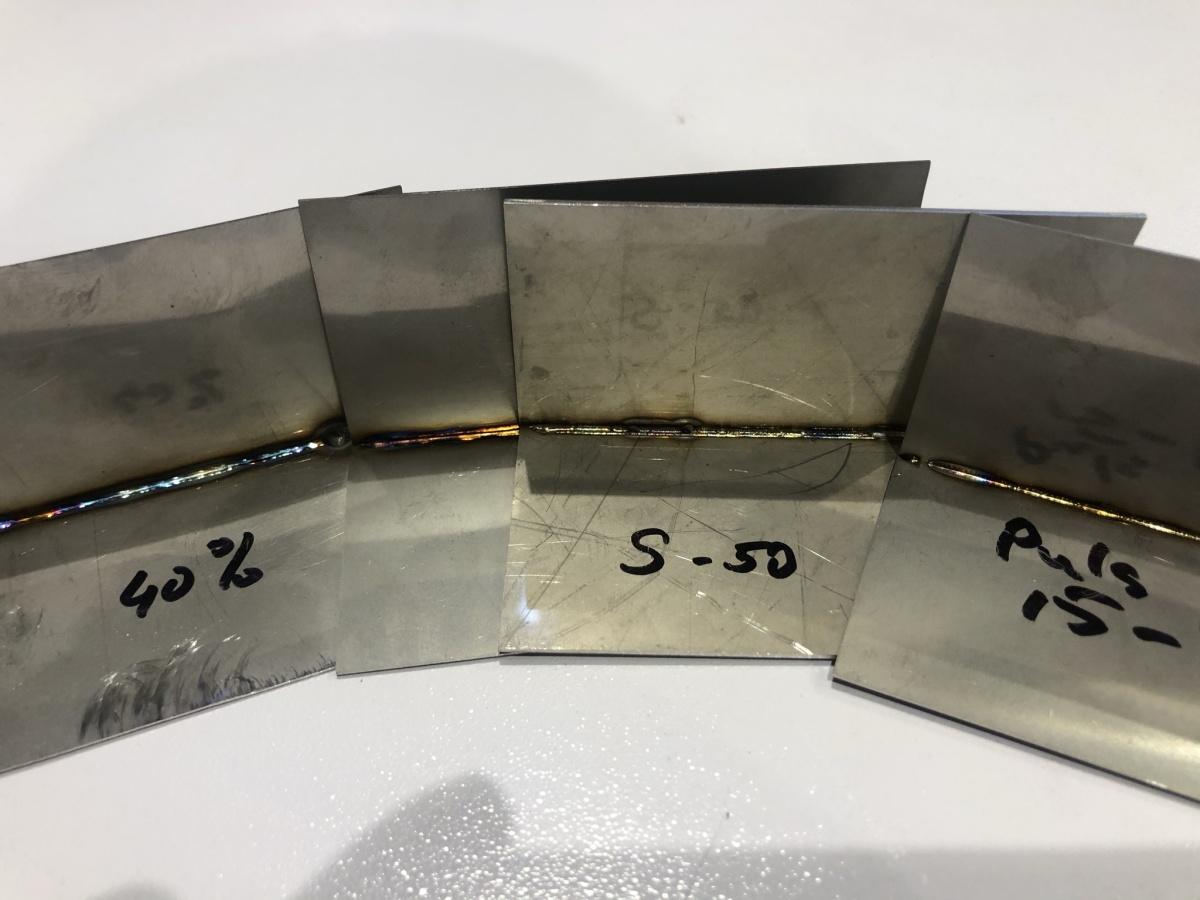
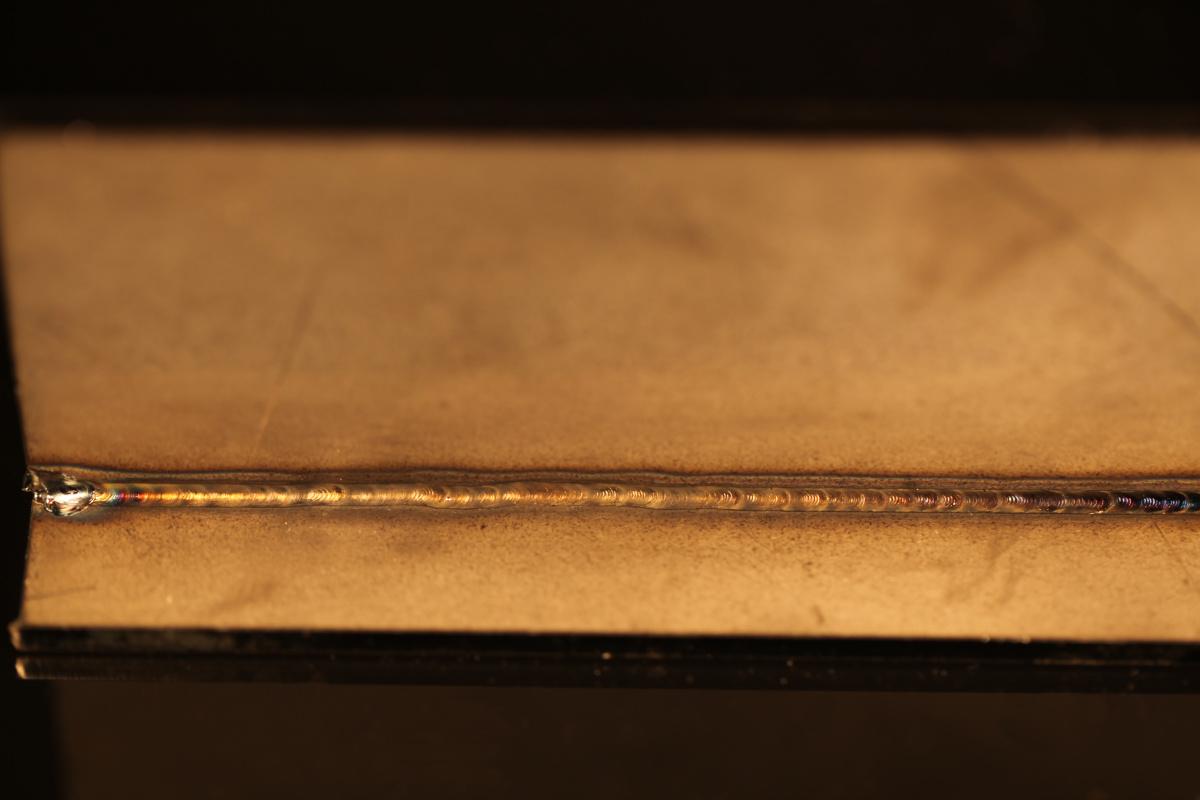
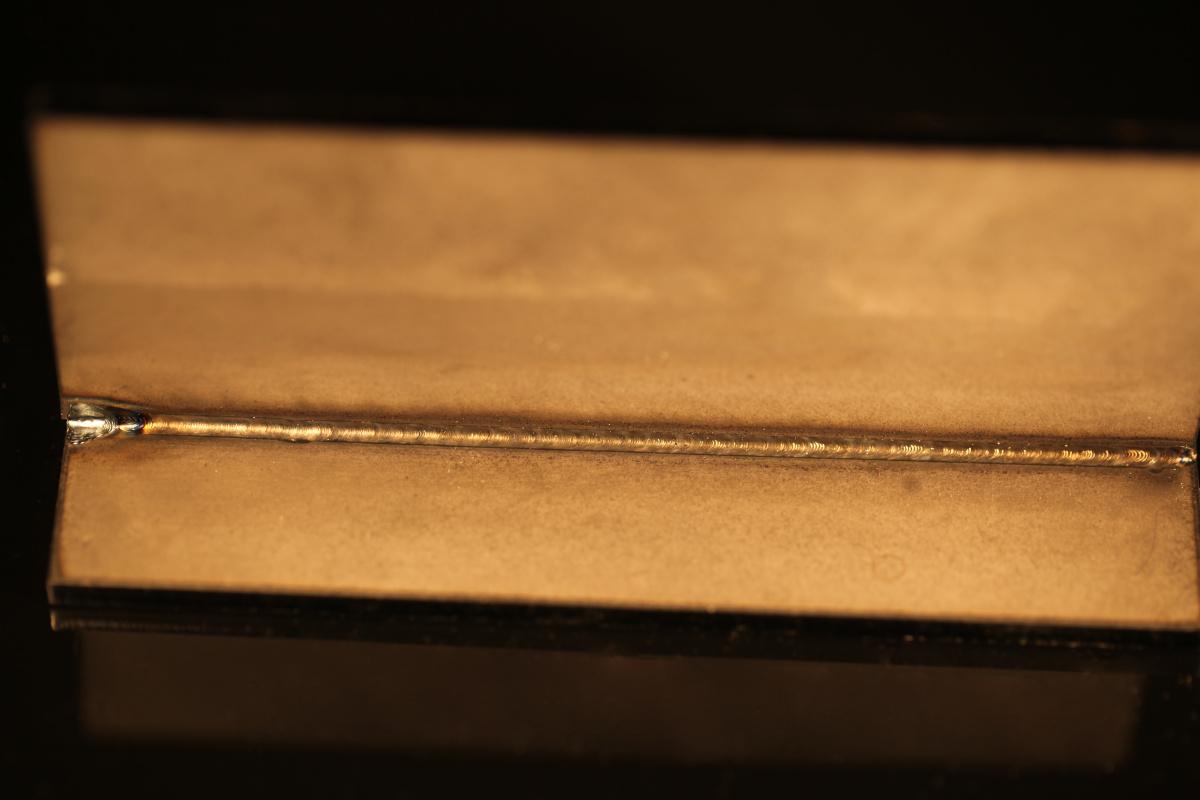
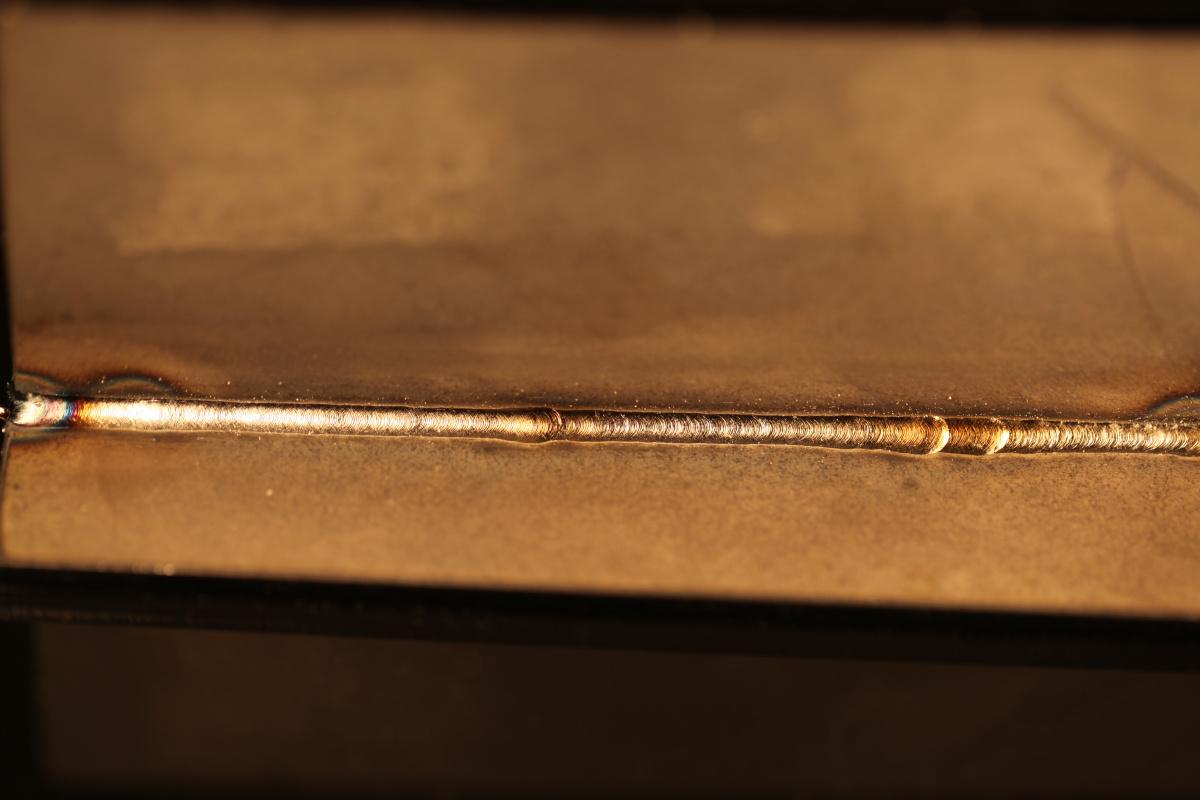
Další velkou výhodou této technologie je rychlost procesu – při výkonu 2 kW a provaření (zmíněné tloušťky materiálu 2 mm) se rychlost svařování pohybuje kolem dvou metrů za minutu. Díky bezkontaktní a bezelektrodové technologii nejsou do svaru vnášeny nečistoty. Výsledný svar, vytvořený laserovou technologií, má velmi úzkou stopu v barvě základního kovu a na rozdíl od tradičních technologií pak již nevyžaduje další úpravu, například broušením.
Nespornou výhodou laserového svařování je i široké spektrum materiálů, které lze spojovat. Kromě zmíněných uhlíkových ocelí je možné svařovat i nízkolegované a austenitické nerezové oceli, hliníkové či uhlíkové slitiny, slitiny titanu ale i mědi či niklu. V mnoha případech je možné vzájemné spojení uvedených heterogenních materiálů, které běžnými svařovacími procesy není možné. Laserovou technologií lze dále svařovat některé druhy plastů a kompozitních materiálů.
PROCES SVAŘOVÁNÍ
 Svařovací proces probíhá dvěma základními způsoby. První variantou svařování je technologie hlubokého svařování, označovaná také jako svařování „klíčovou dírkou“. Při tomto procesu, vyžadujícím velmi vysokou koncentraci energie, je paprsek zaostřen na povrch svařovaného materiálu, kde začne tavit a odpařovat kov. Pára (přesněji plazma), vznikající z tavení kovu, je vysoce ionizovaná a dokáže znovu absorbovat energii laseru, čímž dále zvyšuje efektivitu celého procesu. Hloubka takového sváru může být i desetkrát větší, než jeho šířka.
Svařovací proces probíhá dvěma základními způsoby. První variantou svařování je technologie hlubokého svařování, označovaná také jako svařování „klíčovou dírkou“. Při tomto procesu, vyžadujícím velmi vysokou koncentraci energie, je paprsek zaostřen na povrch svařovaného materiálu, kde začne tavit a odpařovat kov. Pára (přesněji plazma), vznikající z tavení kovu, je vysoce ionizovaná a dokáže znovu absorbovat energii laseru, čímž dále zvyšuje efektivitu celého procesu. Hloubka takového sváru může být i desetkrát větší, než jeho šířka.
U tenčích materiálů se častěji využívá princip kondukčního svařování, při kterém je mírně rozostřený paprsek veden po spoji svařovaných materiálů. Energie je absorbována materiálem, který je nataven a v místě svaru se promísí. Teplo je šířeno pouze díky tepelné vodivosti samotných materiálů. U této metody je šířka svaru vždy větší, než jeho hloubka. Vytváří se mimořádně čistý a hladký svar.
Další výhodou laserového svařování při porovnání s klasickými MIG/MAG či TIG technologiemi je možnost velmi přesného nastavení svařovacích parametrů na ovládacím panelu svářečky, díky kterému je umožněné spojování i velmi tenkých materiálů od 0,3 mm. Přesné ovládání laserového zdroje dovoluje využití celé škály svařovacích režimů – kontinuálního, pulsního, režimu postupného zvyšování výkonu zvaného „smyčka“ či dalších přednastavených kombinací.
Svařování (tak jako u ostatních technologií) může probíhat s přídavným materiálem či bez přídavného materiálu. Laserové svářečky jsou často vybaveny automatickým podavačem materiálů o průměru 0,6 – 1,2 mm. Rychlost podávání do místa svaru je volně nastavitelná a i tu lze velmi přesně regulovat.
Při svařování nedochází ke kontaktu laserové hlavy se základním materiálem. U ručních svářeček je miniaturní laserová hlava umístěna v pistolovém gripu a s tělem svářečky je spojena pružným kabelem, vedoucím optické vlákno a případně zajišťujícím vedení přídavného materiálu. Tato konstrukce zajišťuje velmi dobrou manipulaci s celým nástrojem. V přední části hlavy je umístěna „tryska“, dodávaná v různých tvarech, která usnadňuje provádění jednotlivých typů svarů. Díky dobré manipulaci je možné svařování provádět i v obtížně přístupných místech, kde by nebylo možné využít některou z tradičních technologií procesu svařování.
TECHNOLOGICKÉ VÝZVY DO BUDOUCNA
Z hlediska objektivity je třeba zmínit i nevýhody principů laserového svařování. Tato technologie dosud není vhodná pro svařování tlustostěnných materiálů, u kterých bude třeba ještě počkat na svářečky s vyšším výkonem.
Jelikož vlastní technologie laserového svařování je velmi přesná, je nutné dbát na přípravu, resp. přesné sestavení svařovaných dílů.
Zásadní se může zdát i cena samotné svářečky, která se dnes pohybuje v rozmezí 0,5 až 1 milionu korun.
Bezpodmínečnou podmínkou provozu, jako u mnoha jiných zdrojů, je nutnost zajištění bezpečnosti vytvořením vhodného svářecího pracoviště. Stejně jako u ostatních svařovacích technologií je třeba dodržet zásady vyjádřené v normě ČSN 60825: Bezpečnost laserových zařízení.
ZÁVĚR, SHRNUTÍ
Technologie laserového svařování je vhodná pro přesné spojování především kovových prvků s požadovanou hloubkou svaru do cca 4 mm. Vytváří čistý spoj bez zanesených nečistot, který již není třeba dále upravovat. Technologie vyniká vysokou rychlostí svařovacího procesu a je vhodná i pro vytvoření svaru v kombinacích kovů, kterého není možné dosáhnout u konvenčních technologií.
K hlavním výhodám laserového svařování oproti konvenčním metodám tavného svařování elektrickým obloukem MIG/MAG či TIG patří:
- vyšší rychlost procesu,
- nižší tepelné ovlivnění spojovaných materiálů,
- možnost svařování v polohách s omezeným přístupem k místu svařování.
Materiály vhodné pro svařování:
- nerezová ocel,
- oceli s obsahem uhlíku do 0,3 %,
- hliník, měď a bronz,
- někteří druhy slitiny.
Svařovací parametry lze velmi přesně nastavit, což dává možnost svařovat materiály s tloušťkou od 0,3 mm.
Maximální tloušťka svařovaného materiálu zaleží na výkonu použitého vláknového zdroje (nejběžnější je vláknový zdroj o výkonu 1 kW). Garantované provaření ocelového materiálu pro vláknový zdroj 1 kW je 2,5 mm.
Ovládací software svářečky dává operátorům možnost použít různé režimy svařování (kontinuální, pulsní, režim “smyčka“ a jejich kombinace). Laserová svářečka je také vybavená podavačem drátu, na kterém lze nastavit rychlost podání drátu v místě svaru. Průměr přídavného drátu je od 0,6 do 1,2 mm, záleží na konstrukci podavače.
Bodové svařování je na laserové svářečce taktéž možné. Výhodou je jednoduché použití – svařuje se pouze na jedné straně, vzniká tedy velmi malé tepelné napětí a malá deformace díky krátké době svařování. Optimální využití je ke spojování v pohledových oblastech - díky čistému vzhledu svaru.
Efektivita laserového svařování je velmi vysoká a nepotřebuje žádné následné obrušovaní nebo čištění.
Laserové svařování je možné jak bez přídavného materiálu a také s přídavným materiálem.
Petr Tůma, CEO
Ing. Sergii Misan
FIT Eurazio












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}