 Původní plynojem pár měsíců před rekonstrukcí
Původní plynojem pár měsíců před rekonstrukcí


V článku je popsána unikátní rekonstrukce tzv. mokrého plynojemu na konvertorový plyn, výroba a montáž ocelových konstrukcí nového zvonu tohoto plynojemu o objemu 50 000 m3. Byl vybudován nový zvon (700 tun ocelových konstrukcí) včetně vnitřního vstupního a výstupního potrubí. Dále byla provedena částečná oprava potrubí ve vstupních a výstupních šachticích.
TECHNICKÉ ÚDAJE
- Užitečný objem zvonu: 50 000 m3
- Maximální objem zvonu: 60 700 m3
- Objem vody v bazénu: cca 54 130 m3
- Uskladňované medium: konvertorový plyn
- Provozní přetlak plynu: 1,6 až 1,9 kPa
- Vnější průměr vodní nádrže (bazénu): 70 800 mm
- Výška nádrže od dna po okraj úhelníku: 14 150 mm
- Vnitřní průměr zvonu: 69 400 mm
- Poloměr zakřivení střešní konstrukce zvonu: R = 110 000 mm
Plynojem slouží k homogenizaci a akumulaci zachycovaného tzv. konvertorového plynu. Plynojem je situován v Třinci, městské části Borek, mimo areál Třineckých železáren (nedaleko železničního nádraží Třinec) a provozuje jej společnost Energetika Třinec, a. s. Konvertorový plyn začaly Třinecké železárny do plynojemu jímat v roce 1988. Od té doby prošlo zařízení několika většími opravami. Konkrétně v roce 1997 proběhla generální oprava spodních kladek zvonu plynojemu, v roce 2010 střední oprava kopule zvonu a v roce 2015 proběhla generální oprava horních kladek zvonu plynojemu. V loňském roce jej čekala revize zvonu plynojemu a příprava následné opravy, zejména ocelových konstrukcí zvonu. Revizi předcházelo odplynění a odstavení plynojemu. Na základě zjištěného technického stavu a poškození části konstrukce bylo rozhodnuto o provedení celkové modernizace zvonu plynojemu.
Mokrý nízkotlaký plynojem je válcového tvaru a je tvořen ze dvou podstatných částí:
- a) z pevného válce se dnem (nahoře otevřeným) tvořící těleso vodní nádrže, která je uložena na betonovém základě. Nádrž (bazén) je naplněna vodou až po hranu přepadu. Z vnější strany jsou k plášti nádrže přivařeny sloupy ocelové vodicí konstrukce plynojemu,
- b) z pohyblivého zvonu, který je „instalován“ v nádrži a který je na svém obvodu opatřen horními a spodními kladkami. Tato část je předmětem tohoto článku. Do prostoru konstrukce zvonu je přiváděn plyn vstupním potrubím. Tlakem plynu ve zvonu je překonávána hmotnost zvonu. Zvon pojíždí prostřednictvím vodicích kladek mezi vodicími sloupy. Při odběru plynu zvon vlastní hmotností pojíždí dolů (klesá) a vytlačuje plyn z plynojemu přes výstupní potrubí. Hořlavý konvertorový plyn musí být neustále pod přetlakem. Pohyblivý zvon tento potřebný přetlak neustále vytváří.
Mezi pevným válcem (bazénem) a pohyblivým zvonem je voda, která plní funkci „vodního uzávěru“ tak, aby plyn nemohl unikat do okolí. Na konstrukci plynojemu je vedeno několik potrubních rozvodů s armaturami.
KONSTRUKCE A OPLÁŠTĚNÍ ZVONU PLYNOJEMU
Nosná konstrukce zvonu je tvořena horním výztužným prstencem střechy, dvěma výztužnými prstenci z válcovaných profilů, z nichž jeden je uprostřed celkové výšky zvonu a druhý v dolní části zvonu. (Pozn. redakce: Z uvedeného celkového množství 700 tun konstrukcí vyráběla společnost HLH Divize výroba O. K., s. r. o. v rámci popisované rekonstrukce plynojemu na konvertorový plyn v Třinci 89,39 tun ocelových konstrukcí.) Mezi těmito výztužnými prstenci jsou svislé sloupky ve vzdálenosti asi 3 390 mm, měřeno na obvodu zvonu. Původně byly svislé sloupky tvořeny z profilu U160. V tomto projektu jsou tyto profily nahrazeny obdélníkovou trubkou rozměrů TROBD 200 × 120 × 10. Sloupy zvonu jsou propojeny šikmým zavětrováním z úhelníků L70 × 8.
Střední a dolní prstenec byl dle původní dokumentace proveden z uzavřeného profilu U200. V tomto projektu jsou tyto profily nahrazeny obdélníkovou trubkou rozměrů TROBD 260 × 180 × 10. Dimenze měněných profilů byly navrženy tak, aby odpovídaly průřezovým charakteristikám původního návrhu.
Válcový plášť zvonu vnitřního průměru 69 400 mm je vytvořen ze 7 lubů (pásů). Horní a spodní lub pláště je zesílen a je proveden z plechů tloušťky 10 mm. Ostatní plášťové plechy jsou tloušťky 5 mm, o rozměru 2 000 × 6 000 mm. Podélné svary pláště jsou provedeny pro 1/2 V svar, svislé svary pro tupý svar V. Plechy pláště zvonu musí být pravoúhlé s tolerancemi: na délku plechu: ± 3 mm, na šířku plechu: ± 1 mm, rozdíl úhlopříček nesmí být větší než 3 mm. Plechy tloušťky 10 mm byly skružovány, plechy tloušťky 5 mm nebylo nutno skružovat. Tolerance: odchylky od poloměru po délce skruženého plechu, měřeno šablonou na délce oblouku 1,5 m nesměly být větší než ± 5 mm.
Otvory v plášti zvonu pro 4 průlezy DN 800 byly vypáleny až při montáži (přesně proti průlezům v nádrži). Celková výška válce pláště zvonu je 13 450 mm. Střešní konstrukce zvonu včetně polygonálních prstenců je navržena z válcovaných nosníků příslušné velikosti a tvaru. Tvary a rozměry byly zachovány dle původní dokumentace.
Poloměr zakřivení hlavních nosníků střechy činí R = 110 000 mm. Uprostřed kulového vrchlíku střechy zvonu je nosný kruhový prstenec o průměru 3 000 mm z válcovaného U profilu, který je zesílen shora i zdola plechem tloušťky 16 mm.
Hlavní nosníky střechy a diagonální vzpěry mezi krokvemi byly zhotoveny se šroubovými přípoji pro snadnější montáž. Tyto šroubové přípoje byly zajištěny svary. Diagonály zavětrování mezi krokvemi jsou z úhelníků. Spoje mezi diagonálami zavětrování byly navrženy jako šroubové.
Střešní konstrukce je pokryta plechy 2 000 × 6 000 mm tloušťky 5 mm – na obvodu střechy je v šířce asi 2 200 mm zesilující plech tloušťky 10 mm. Otvory pro průlezy do vnitřku zvonu byly vypáleny na montáži. Okraje svařovaných hran (Pozn.: při pokládce plechů kvůli svařování, jinak se natíralo vše) nebyly natřeny. Uprostřed střechy zvonu je umístěn průlez DN 800 s uzavíracím šoupátkem a odvzdušňovací trubkou. V trubce pod armaturou je umístěn vzorkovací ventil. Na okraji zvonu je ochoz šířky 1 100 mm s ochranným zábradlím. Ochoz je pokryt podlahovými rošty.
Na horním okraji výztužného prstence zvonu je na jeho obvodě rovnoměrně rozmístěno 32 vnějších radiálních kladek (přesně proti vodícím sloupům). Na dolním prstenci zvonu je rovnoměrně rozloženo celkem 64 kusů vnitřních radiálních kladek. Na střeše zvonu, v místě výstupního potrubí, je umístěno přepouštěcí potrubí s uzávěrem. Na střeše zvonu jsou dva průlezy DN 800, umístěné na protilehlých stranách. K nosné střešní konstrukci byly přivařeny pouze obvodové plechy tl. 10 mm a plechy tl. 5 mm v místě středového prstence. Zbývající plechové segmenty byly volně položeny na nosné konstrukci. Přivařeny byly pouze mezi sebou a k plechům po obvodu střechy a k plechům přivařeným ke středovému prstenci.
MATERIÁL OCELI
Pro ocelové konstrukce jsou použity základní materiály třídy S 355 jakostního stupně J2 dodané podle ČSN EN 10025 + A1. Stěny zvonu plynojemu tvoří tři vodorovné prstence (Jäkl RHS 260 × 180 × 10 S355J2), 64 svislých Jäklů (RHS 200 × 120 × 10 S355J2), na které byly z vnější strany přivařeny plechové segmenty.
Podružné ocelové konstrukce jsou vyrobeny z materiálu S235 jakostního stupně JR, dodané podle ČSN EN 10025 + A1 (podlahové plechy plošinek, plošinky pro údržbu, zábradlí, žebříky, ochranné koše a podobně).
Plechy a široká ocel pro prvky nosných konstrukcí byly objednány s dokumenty kontroly jakosti materiálu podle ČSN EN 10204 typu 3.1. Prvky se objednávají ve stavu normalizačně žíhaném nebo normalizačně válcovaném. Plechy a široká ocel pro nosné konstrukce musí splňovat požadavek homogenity (celistvosti) materiálu. V místech, kde zdvojení materiálu ohrozí bezpečnost konstrukce, musí homogenita materiálu splňovat minimální stupeň třídy S3 a E4 podle ČSN EN 10160. Další základní konstrukční materiály (tyče, profily) se objednávají s dokumenty kontroly jakosti materiálu typu 3.1. Prvky se objednávají ve stavu po válcování.
ŘEŠENÍ PROTIKOROZNÍ OCHRANY KONSTRUKCE
Příprava povrchu ocelové konstrukce spočívala v otrýskání povrchu na stupeň Sa 2,5 včetně provedení základního nátěru, oblasti montážních svarových spojů byly opatřeny snímatelným lakem. V souladu se specifikací nátěrových systémů dle normy ČSN EN ISO 12944‑2 byla doporučena skladba nátěrového systému v souladu s korozní agresivitou prostředí.
Na základě osobní inspekce původního stavu plynojemu a na základě chemického rozboru vody v bazénu byla navržena následující skladba nátěrových systémů:
- Interiér plynojemu – trvalý ponor kombinovaný s trvalou kondenzací:
Fénolický epoxid, jednovrstevné řešení o celkové tloušťce nátěrového filmu 500 μm. Fénolické epoxidy se vyznačují výbornou chemickou odolností ve srovnání s klasickými epoxidy. - Exteriér plynojemu – kombinace trvalého ponoru a atmosférického zatížení:
Vzhledem ke kombinovanému prostředí je vhodné aplikovat epoxidové řešení na dvě vrstvy v celkové tloušťce nátěrového filmu 380 μm. Nátěrová hmota představuje vysokosušinový 2K epoxid, tolerantní k přípravě povrchu. Navíc má atest pro balastní nádrže a rovněž se vyznačuje výbornou abrazní odolností. - Exteriér plynojemu střecha – atmosférické zatížení:
Nátěrová hmota ve světlém odstínu v celkové tloušťce nátěrového filmu 240 μm – kombinace 2K epoxidu a 2K polyuretanu zajistí kvalitní ochranu, UV stabilitu a zároveň dlouhou životnost.
Celkově bylo dodáno téměř 30 tisíc litrů nátěrových hmot. Při aplikaci nátěru u základního nátěru a první mezivrstvy bylo potřeba provést pásový nátěr (před vlastní aplikací dané vrstvy se vždy provedl štětcem nátěr svarů, hran, koutů, šroubů a podobně). Základní nátěr se nesměl provádět válečkem a vzduchovým stříkáním, všechny vrstvy nátěrů bylo nutno provádět v předepsaných tloušťkách. Pro ocelovou konstrukci v průmyslovém prostředí byl stanoven stupeň korozní agresivity C5–I (průmyslové prostředí, s vysokou vlhkostí a agresivní atmosférou), životnost nátěrů OK je na stupni H – vysoká (více než 15 let). Teplota ocelové konstrukce v plynojemu nepřekročí hodnotu 100 °C. Kvalita finálního nástřiku se kontrolovala odtrhovými zkouškami.
Vlastní tryskání a nátěry ocelových konstrukcí realizovala firma Antonín Urbaník. V rámci popisované rekonstrukce plynojemu na konvertorový plyn v Třinci činil objem zakázky celkem 29 630,5 m2.
VÝROBA OCELOVÝCH KONSTRUKCÍ A MONTÁŽ
V dílnách společnosti zhotovitele DIRIGERE servis s. r. o. a jejich partnerů probíhala výroba „hlavních“ dílců stěn plynojemu o rozměrech 13,45 × 4,45 metru, které byly po kompletním svaření rámů, plechů a po provedených zkouškách odvezeny do lakovny k provedení povrchové úpravy (otryskání a aplikaci nátěrové hmoty). Dále se v dílně připravovaly střešní vazníky.
MONTÁŽ NA STAVBĚ
Montáž stěn
Nová obvodová stěna zvonu plynojemu je složena z 32 polí, které se postupně montovaly po obvodu plynojemu (jedno pole tvoří „hlavní“ a „vedlejší“ dílec). Montáž probíhala na dvou místech současně za pomoci dvou věžových jeřábů. Po dopravě hlavního dílce na stavbu byl umístěn do požadované polohy pomoci věžového jeřábu a dočasně zafixován pomoci šroubových spojů ke stávajícímu plášti (bazénu) plynojemu. Po řádném upevnění dílce byly ve třech úrovních z jeho pravé strany přivařeny vodorovné nosné prvky, které sloužily k napojení dalšího „hlavního“ dílce. Takto se pokračovalo, dokud se kruh neuzavřel a hlavní dílce se po celém obvodu nepropojily. Mezi vnitřní stěnou bazénu a zvonem plynojemu bylo po celém obvodu vybudováno trubkové lešení šířky pouhých 70 cm, ze kterého byly prováděny práce na stěně zvonu plynojemu. Jednalo se zejména o oplechování prostoru mezi hlavními segmenty, svářečské práce, opravné nátěry na stavbě a kontroly svarů.
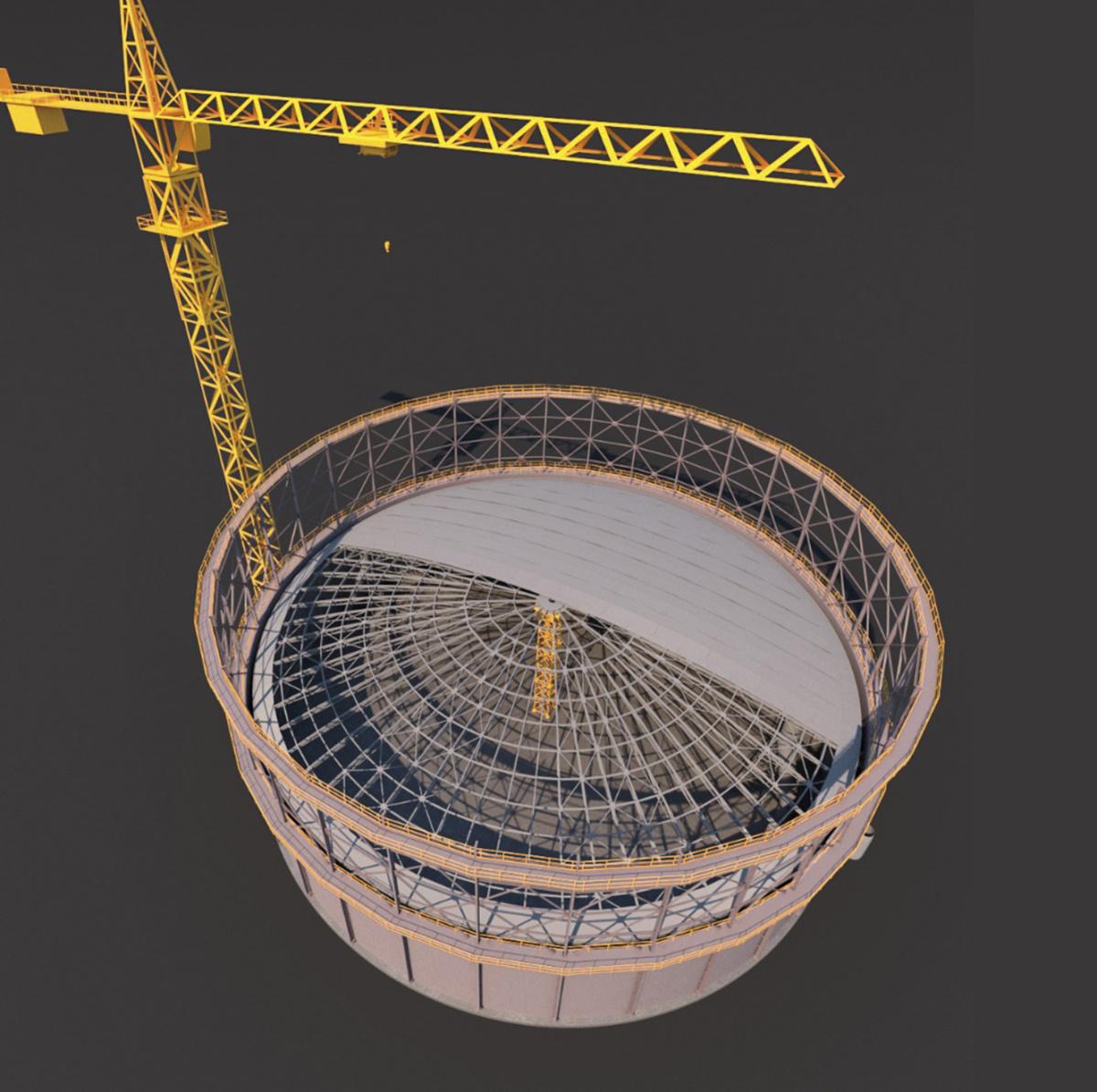
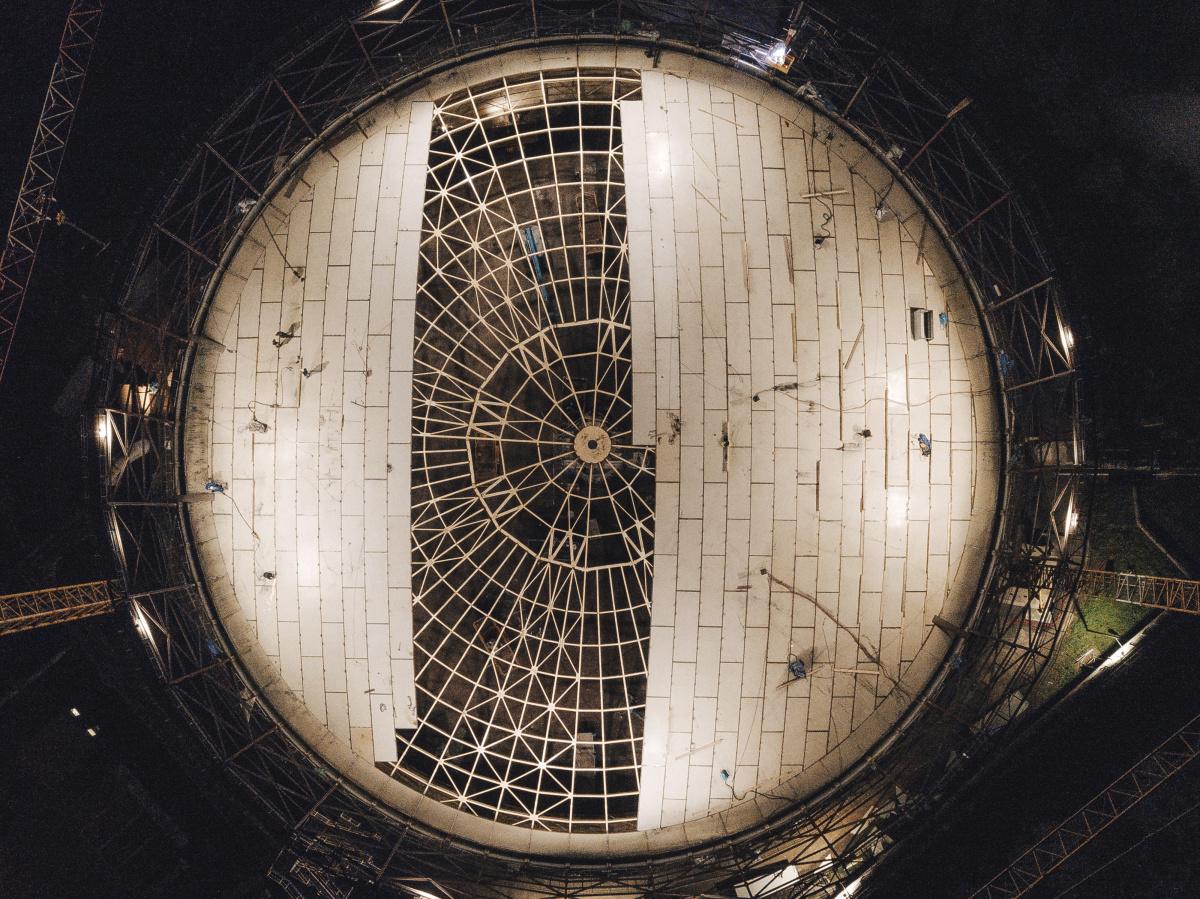
Montáž střešní skladby
Po ukončení montáže stěn zvonu plynojemu byla zahájena výstavba střechy zvonu, která započala výstavbou tzv. PIŽMA, tj. středového sloupu, kde byl na jeho vrcholu usazen středový prstenec střechy zvonu. Uvnitř plynojemu byl poté sestaven střešní segment ve tvaru „pizzy“, který byl pomocí věžových jeřábů zdvihnut a spojen se stěnami a středovým prstencem pomoci šroubových svařovaných spojů. Následně byl sestaven další segment, který byl osazen na protilehlé straně. Těchto segmentů bylo celkem 8. Během umísťování segmentů probíhalo postupné vyztužování jednotlivých výsečí tak, aby došlo k dosažení maximální pevnosti a stability střešní konstrukce. Následně došlo k zakrytí zvonu plynojemu plechovými segmenty, které se postupně pokládaly směrem od stěny zvonu plynojemu ke středovému prstenci. Pokládka plechů probíhala z dvou protilehlých stran současně.
Montáž lávek a kladek
Na závěr byly na střeše instalovány pochůzné lávky a vodicí kladky mezi zvonem a pláštěm plynojemu.
(Pozn.: Všechny montážní činnosti samozřejmě probíhaly za přísných bezpečnostních podmínek. Složitostí byla samotná velikost segmentů, jejich manipulace na dílně, převoz do lakovny a na stavbu (nadrozměrná přeprava). Po vytvrdnutí barvy byl segment opět naložen na nákladní vozidlo a převezen do místa montáže. Usazení a montáž zajišťovaly dva věžové jeřáby, mobilní jeřáby a dále pak samozřejmě nůžkové a kloubové plošiny, ze kterých se montovalo a svařovalo.)
ZKOUŠKY NOSNÝCH PRVKŮ ZVONU (KOSTRA ZVONU)
Kontrola svarů kostry zvonu byla prováděna podle ČSN EN 1090‑2:
- 100 % všech svarů prvků kostry zvonu vizuální kontrola,
- 20 % příčné tupé svary a částečně provařené svary v tupých spojích, příčné tupé svary a částečně provařené svary v křížových spojích doplňkovou nedestruktivní zkouškou (NDT),
- 10 % příčné tupé svary a částečně provařené svary v T spojích doplňkovou nedestruktivní zkouškou (NDT),
- 5 % příčné koutové svary, ostatní podélné svary, svary výztuh a svary tlačené.
ZKOUŠKY PLÁŠTĚ ZVONU
Kontrola svarů plynotěsného pláště byla prováděna:
- 100 % všech svarů pláště vizuální kontrola,
- 100 % všech svarů pláště kontrola MT – magnetická prášková metoda.
Zkouška těsnosti a funkční zkouška konstrukce celého zvonu byla prováděna na kompletně smontovaném zvonu s napuštěným bazénem. Dílčí zkoušky bylo možné provést na kompletně smontovaném zvonu s částečně napuštěným bazénem.
Vnitřní provozní přetlak ve zvonu během zkoušky byl vytvořen pomocí provozního vzduchového ventilátoru, který do zvonu vháněl vzduch. Přetlakem došlo ke zvedání zvonu, během kterého byla provedena kontrola správného vedení kladek. S ohledem na nutnost provedení nátěrů, z důvodu dodržení technologického postupu provedení nátěru a s ohledem na nízký tlak při zkoušce bylo rozhodnuto, že zkouška pěnotvorným roztokem je nedostatečně průkazná.
Proto bylo nutné provést kontrolu 100 % svarů pláště a střechy zvonu magnetickou práškovou metodou. Všechny zjištěné vady svarů bez ohledu na to, zda se jednalo o vady povrchové nebo průřezové, musely být odstraněny. Odstraněním povrchových vad došlo i k odstranění netěsností svarových spojů na povrchu pláště zvonu.
HARMONOGRAM
S ohledem na potřebu co nejrychlejšího opětovného jímání konvertorového plynu byl termín realizace velice krátký. Konvertorový plyn, který vzniká při výrobě oceli v konvertorové ocelárně, se efektivně a ekonomicky využívá jako druhotný zdroj energie v procesu hutní výroby. Nejímaný plyn byl po dobu rekonstrukce spalován na takzvaných flérách, tedy hořácích s viditelným plamenem při dodržení přísných ekologických předpisů.
- 25. 05. 2020 – vyhlášení výběrového řízení
- 16. 06. 2020 – oznámení o výběru zhotovitele
- 28. 07. 2020 – podpis Smlouvy o dílo mezi společností ET, a. s. a DIRIGERE servis s. r. o.
- 04. 08. 2020 – zahájení montážních prací na stavbě
- 15. 11. 2020 – dokončení montáže plynojemu a zahájení napouštění bazénu
- 17. 11. 2020 – zahájení funkčních zkoušek
- 27. 11. 2020 – společnost DIRIGERE servis s. r. o. předává funkční dílo objednateli ET, a. s.
DALŠÍ SOUČÁSTI REKONSTRUKCE
Předmětem rekonstrukce byla výroba a montáž nového zvonu plynojemu včetně vodícího systému. Součástí díla byla i výroba a montáž vstupního a výstupního potrubí uvnitř plynojemu, oprava vstupního potrubí DN 1800 a výstupního potrubí DN 1200 v šachticích pod KOP plynojemem, provedení zkoušek a uvedení plynojemu do provozu. V průběhu rekonstrukce proběhla i částečná sanace vnitřních stěn „bazénu“ plynojemu, ve kterém je instalován zvon plynojemu. Sanace spočívala v otryskání vrchní poloviny stěny bazénu s lokálním přeplátovaním v místech nalezených vad. Rekonstrukce byla využita i pro provedení kontroly dna plynojemu, které však zůstalo původní. Nalezené praskliny byly přeplátovány a veškeré svary, jak nové, tak i původní, byly ošetřeny moderními elastickými nátěry.
Petr Frech
Martin Heczko
DIRIGERE servis s. r. o.
Bohuslav Raszka
jednatel společnosti
 |
 |












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}