 Ferroline C6X1 povrch svaru
Ferroline C6X1 povrch svaru
Svařování nelegovaných a nízkolegovaných ocelí metodou MAG je velmi rozšířené a své uplatnění nachází napříč celým strojírenským segmentem. Nespornou výhodou metody MAG je vysoká produktivita a možnost všestranného využití. Metoda MAG navíc umožňuje poměrně snadnou automatizaci svařovacího procesu.
OD CO2 K TŘÍSLOŽKOVÉ ARGONOVÉ SMĚSI
Pro svařování nelegovaných a nízkolegovaných ocelí je na výběr široká škála ochranných plynů. Nejstarší, ale dnes již málo používanou variantou, je použití čistého CO2. V tomto případě lze dosáhnout dobrého průvaru, ale povrchová kvalita svarů je poměrně nízká. Dochází ke značnému rozstřiku a velkému převýšení svarů. Kresba svarů je hrubá, s velkým množstvím strusky. Navíc vzniká značné množství kouřových zplodin. To vše má za následek zhoršení hygieny práce a také zvýšené náklady na následné opracování.
Rostoucí požadavky na jakost svarových spojů a zvýšení produktivity přispěly k rozvoji a uplatnění směsných plynů. Oxid uhličitý byl postupně nahrazen ochrannými plyny na bázi Ar+CO2 a Ar+O2. Tyto argonové směsi pomáhají dosáhnout ve srovnání s oxidem uhličitým vyšších odtavovacích výkonů, což zajistí vyšší rychlost svařování. Dalším přínosem argonových směsí je významné zlepšení stability oblouku a redukce rozstřiku.
Ani zde se vývoj nezastavil. Dvousložkové ochranné atmosféry jsou stále častěji nahrazovány třísložkovými plyny. U těchto směsných plynů zůstává hlavní složkou argon s příměsí aktivních složek CO2 a O2 v různých poměrech. Dochází ke spojení výhod všech použitých komponent. Argon jako inertní plyn zaručuje, že nebudou ovlivněny metalurgické pochody ve svarové lázni. Jeho nízký ionizační potenciál zajišťuje snadné zapálení a dobrou stabilitu oblouku.
Kyslík a oxid uhličitý jsou aktivní plyny s oxidačním účinkem. Aktivita kyslíku je přibližně dvakrát větší než aktivita CO2. Oxid uhličitý přispívá k zachování šíře závaru a zlepšuje ovladatelnost svarové lázně v různých polohách. Jeho přítomnost však negativně ovlivňuje povrchovou jakost svaru a zvyšuje rozstřik. Kyslík se významnou měrou podílí na zlepšení stability oblouku a tím i ke snížení rozstřiku. Plyn snižuje viskozitu svarové lázně, což se příznivě projeví na zvýšení rychlosti svařování a vizuální jakosti povrchu svaru. Vlivem vyšší rychlosti svařování lze docílit snížení tepelného ovlivnění základního materiálu, což se může pozitivně projevit i na zmenšení deformací svařence. S rostoucím obsahem kyslíku v ochranném plynu se snižuje vhodnost pro svařování v některých polohách.
VOLBA VHODNÉHO OCHRANNÉHO PLYNU
Pro správnou volbu ochranného plynu je důležité znát typ základního materiálu a požadavky kladené na finální výrobek. Významnou roli hraje také tloušťka svařovaných dílců a poloha svařování. V případě silně namáhaných konstrukcí, jako jsou mostní konstrukce, díly jeřábů, dopravní technika a podobně, bývá kladen důraz především na mechanické vlastnosti svarových spojů. Pro tyto účely jsou vhodné ochranné plyny s vyšším obsahem CO2 v argonu z důvodu zajištění dostatečného průvaru. Naopak při svařování méně namáhaných konstrukcí (kovový nábytek, zábradlí, vrata, schodiště, skříně rozvaděčů…) oceníme povrchovou jakost svarů, tedy nízký rozstřik, jemnou kresbou a nízkou tvorbu strusky. Zde se s výhodou uplatní plyny s nižším obsahem aktivní složky.
PLYNY PRO ZAJIŠTĚNÍ DOBRÉHO PRŮVARU
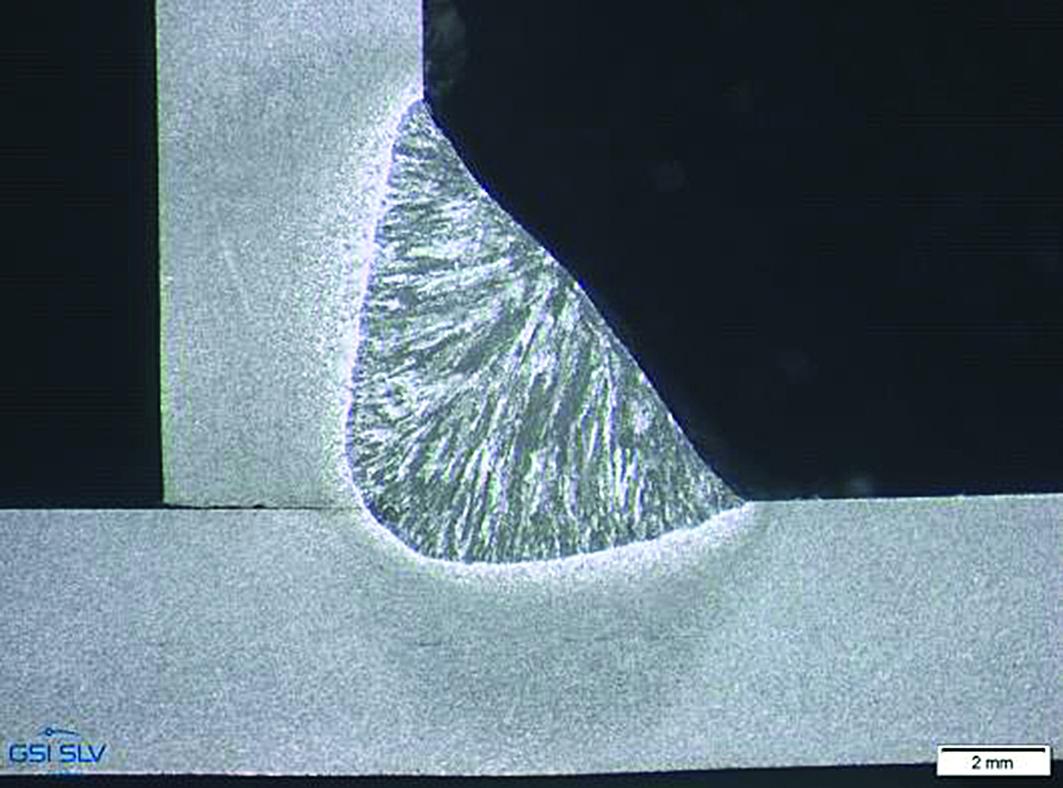
Tyto plyny nacházejí uplatnění především při svařování dynamicky a únavově namáhaných konstrukcí, kde je kladen důraz na bezpečnost finálního výrobku. Od svarového spoje očekáváme vynikající mechanické vlastnosti, které zajistí potřebnou pevnost a spolehlivost celé konstrukce. Jak již bylo zmíněno, v tomto případě je vhodné použít ochranné plyny s vyšším obsahem CO2. Typickým představitelem je „svářečská klasika“, plyn obsahující 18 % CO2 v argonu (Ferroline C18), patřící do skupiny M21 dle ISO 14175. Díky vysokému obsahu CO2 je dosaženo širokého závaru i v oblasti kořene svaru (obr. 1). Nespornou výhodou širokého závaru je menší citlivost na dodržení sklonu hořáku vůči svaru, což se projeví zejména při ručním svařování. Nevýhodou je značný rozstřik (až 2 % z vytaveného kovu) a horší povrchová jakost svarové housenky. Tyto faktory negativně ovlivňují náklady na následné čištění a broušení svařenců.
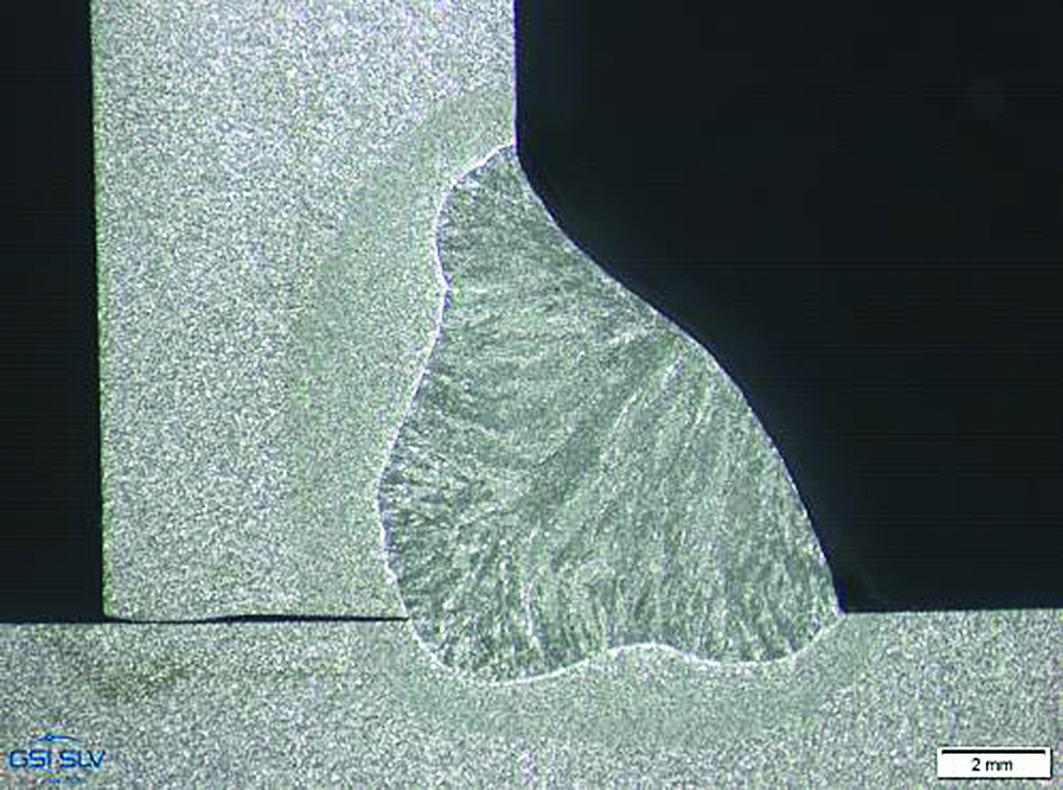
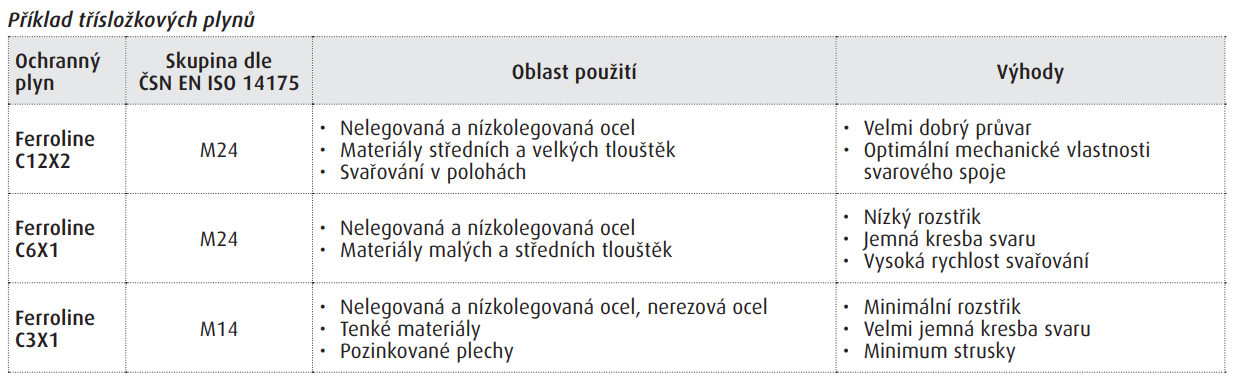
Omezení zmíněných nedostatků může zajistit použití třísložkové směsi Ferroline C12X2 (12 % CO2 a 2 % O2 v argonu). Tento ochranný plyn patří dle ISO 14175 do skupiny M24. Jedná se o směs plynu, která díky obsahu kyslíku zajistí jemnější kresbu svarové housenky a nižší rozstřik při zachování vynikajícího průvaru (obr. 2). Navíc je vlivem vysokého obsahu CO2 zachována dobrá ovladatelnost svarové lázně v polohách. I malé množství kyslíku (2 %) pomáhá snížit viskozitu svarové lázně a lze dosáhnout vyšších rychlostí svařování ve srovnání s Ferroline C18. Vlivem vyšší rychlosti svařování dochází k menšímu tepelnému ovlivnění základního materiálu a tím i ke snížení deformací svařence.
PLYNY PRO ZAJIŠTĚNÍ VIZUÁLNÍ JAKOSTI POVRCHU SVARU
Při nižších nárocích na mechanické vlastnosti svarových spojů a preferenci vizuální jakosti svarů je vhodné použít ochranný plyn s nižším obsahem aktivní složky. Většinou se jedná o svařování dílců menších tlouštěk. Pro tyto účely jsou obvykle používány plyny na bázi 8 – 10 % CO2 v argonu.
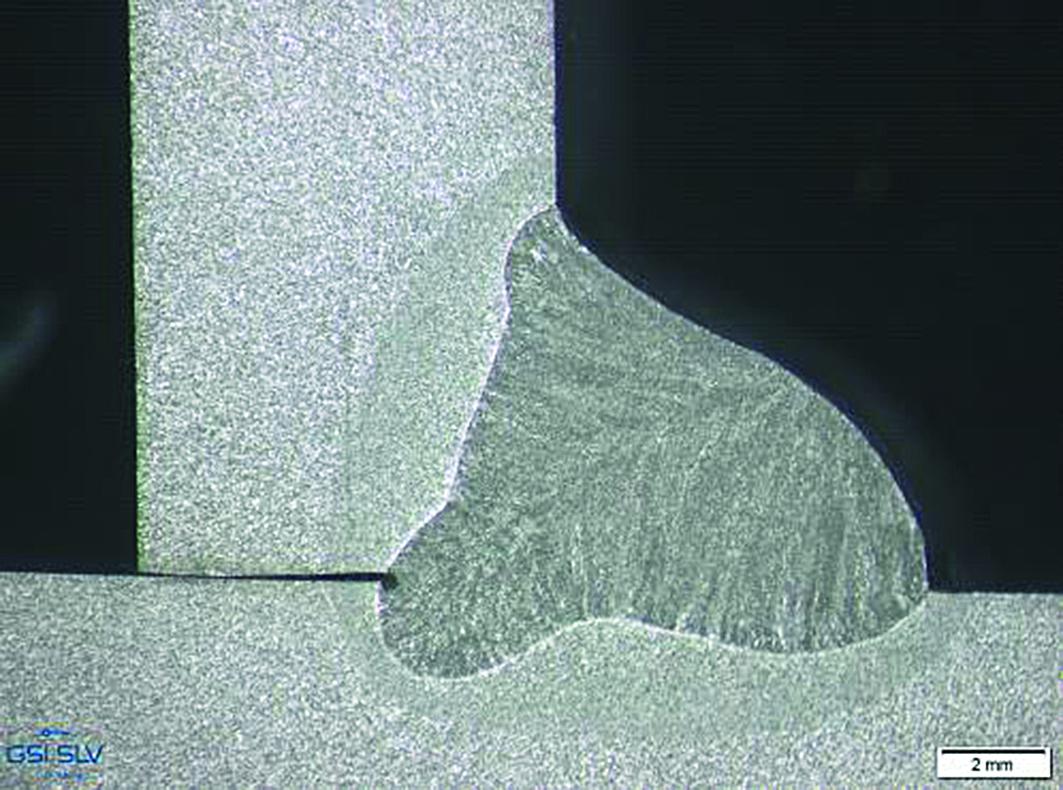
Vhodnou alternativou k těmto plynům je třísložková směs s 6 % CO2 a 1 % O2 v argonu – Ferroline C6X1. Ferroline C6X1 lze s výhodou použít pro svařování nelegovaných a nízkolegovaných ocelí menších a středních tlouštěk, méně namáhaných konstrukcí a všude tam, kde oceníme především vzhled svaru. Závar v kořeni je užší, než při použití plynů s vyšší aktivitou, jak je vidět na obr. 3. Při svařování s tímto plynem je nutné důsledně dodržovat úhel hořáku vůči základnímu materiálu. Užší závar v kořeni svaru může při nevhodném naklonění hořáku způsobit špatné provaření. Kresba svarové housenky je velmi jemná (obr. 4) a na rozstřik připadne pouze cca 1 % z vytaveného kovu. Kuličky z rozstřiku jsou malé a velmi snadno odstranitelné. Ferroline C6X1 je správnou volbou všude tam, kde požadujeme hladký povrch svarové housenky, minimální rozstřik a vysokou rychlost svařování. V případě robotického svařování, kde lze zajistit správný sklon hořáku, lze tento plyn využít i pro svařování namáhaných konstrukcí.
Za zmínku stojí skutečnost, že je Ferroline C6X1 – i přes poloviční obsah aktivních složek a diametrálně odlišný průvar (obr. 2 a obr. 3) – řazen dle ISO 14175 do stejné skupiny jako Ferroline C12X2, tedy M24.
ZÁVĚR
Jak již bylo řečeno v úvodu tohoto příspěvku, svařování metodou MAG je velice rozšířené a má široké využití. Výsledek svařovacího procesu metodou MAG lze do značné míry ovlivnit použitím ochranného plynu. Vždy je třeba zvážit, zda upřednostnit průvar nebo vizuální jakost svarů. Často narazíme také na limity svařovacích postupů (WPS), kde bývá skupina plynu dne ISO 14175 striktně předepsána.
Ing. Jan Kašpar, IWE
Messer Technogas s.r. o.














{kind=link}
{kind=link}