 Laserové navařování - Svařování laserem vyniká vysokou rychlostí svařování a úzkou tepelně ovlivněnou oblastí.
Laserové navařování - Svařování laserem vyniká vysokou rychlostí svařování a úzkou tepelně ovlivněnou oblastí.
Ochranné plyny mají u laserových aplikací své nezastupitelné místo. Stejně jako u mnoha konvenčních metod je i v případě laserového svařování důležité věnovat pozornost nejen správnému výběru ochranné atmosféry, ale také optimálnímu nastavení průtoku plynu a způsobu jeho přívodu do místa svařování.
LASEROVÉ SVAŘOVÁNÍ
Svařování laserem vyniká vysokou rychlostí svařování a úzkou tepelně ovlivněnou oblastí. Díky silně koncentrovanému přívodu tepla do místa svařování dochází k redukci vneseného tepla a tím i ke snížení deformací svařenců. Navzdory výše zmíněným výhodám nepatří laserové svařování mezi hojně rozšířené metody. Své uplatnění nachází zatím hlavně ve velkosériové výrobě, ale postupně proniká také do oblastí, kde je svařování jinou metodou obtížné, nebo dokonce nemožné.
 |
|
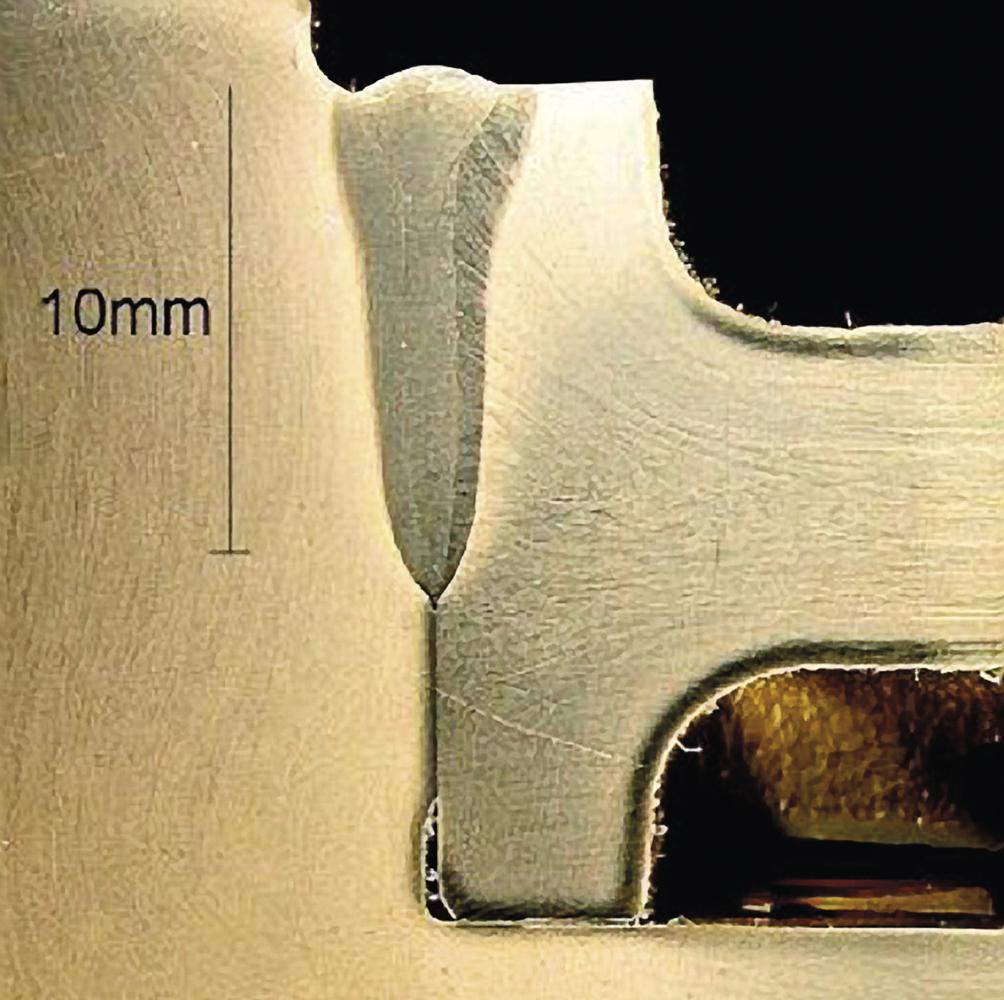
Obr. 1 – Laserový svar |
Jako příklad lze zmínit svařování různých kombinací materiálu, svařence se specifickým konstrukčním řešením svarů či požadavek na hluboký a úzký svar (obr. 1). Mezi nevýhody laserového svařování patří vysoké investiční náklady a nutnost precizního sesazení svařovaných dílů. Pokud svařujeme bez přídavného materiálu, je dokonalé sesazení dílců vzhledem k malému průměru paprsku opravdu klíčové. Tuto nevýhodu lze eliminovat použitím hybridní metody (kombinace více metod). Svařování laserem se nejčastěji používá ve spojení s metodou MAG. Přitom se využívá efektivity laserového svařování spolu s vysokým odtavovacím výkonem procesu MAG. Kromě kombinace s metodou MAG se nabízí i kombinace s TIG svařováním.
VOLBA OCHRANNÉHO PLYNU
Důležitou součástí laserového svařování jsou bezpochyby technické plyny a jejich správný výběr. Nelze na ně nahlížet pouze z hlediska nutné ochrany nataveného materiálu před okolní atmosférou, ale i jako prvku, který dokáže do určité míry metalurgicky a termicky ovlivnit proces tavení kovů. Typ ochranného plynu se u laserového svařování odvíjí především od základního materiálu. Sortiment plynů je široký, s možností využití jedno či vícesložkových plynů.
Pro svařování CO2 lasery nachází široké uplatnění helium, případně heliové směsi. Nespornou výhodou helia je jeho vysoký ionizační potenciál (24,56 eV), který teoreticky minimalizuje ionizaci ochranného plynu a tím i tvorbu plynové plazmy. Helium je stejně jako argon jednoatomový inertní plyn. Jeho měrná hmotnost je pouze 0,16 kg/m3, což je 1/10 měrné hmotnosti argonu. Tato vlastnost je v mnohých oblastech použití helia vítaná, ale při ochraně svarové lázně působí negativně. Helium stoupá vzhůru, což snižuje efektivitu plynové ochrany.
| Tabulka 1 – Přehled plynů pro laserové svařování | ||||||
| Materiál | Ochranný plyn pro laserové svařování | |||||
| Argon | Helium | Dusík | Směs argonu a H2 | Směs argonu a CO2 | Směs argonu, CO2 a O2 | |
| Titan | ✓ | ✓ | - | - | - | - |
| Hliník | ✓ | ✓ | - | - | - | - |
| Austenitická ocel, nikl | ✓ | ✓ | ✓ | ✓ | - | - |
| Feritická ocel | ✓ | ✓ | ✓ | - | - | - |
| Nelegovaná a nízkolegovaná ocel | ✓ | - | - | - | ✓ | ✓ |
V posledních letech zažívají významný rozvoj vláknem vedené lasery, které mají ve srovnání s CO2 lasery kratší vlnovou délku (CO2 laser 10,6 µm, vláknem vedené lasery dle typu zhruba 0,8 µm). Helium je při svařování těmito lasery snadno nahraditelné levnější alternativou – argonem.
Argon je jednoatomový inertní plyn. Funkci ochranného plynu plní velmi dobře i díky vysoké měrné hmotnosti 1,67 kg/m3 (při tlaku 1 baru a teplotě 15 °C). Argon je těžší než vzduch, což zajišťuje jeho klesání směrem ke svařenci a tím i dobrou ochranu svarové lázně. Použití argonu může do jisté míry limitovat jeho nízký ionizační potenciál (15,76 eV). Argon je náchylný k ionizaci a při určité hustotě vnášené energie může docházet ke vzniku plynové plazmy (ionizovaný ochranný plyn).
Ochranné plyny mohou v závislosti na základním materiálu obsahovat další příměsi. Při laserovém svařování nelegovaných a nízkolegovaných ocelí je nejčastěji používán argon, případně argonová směs s příměsí CO2 či O2. V případě svařování hliníku, titanu a jejich slitin jsme omezeni na inertní plyny, tedy argon a helium. Pro svařování austenitických ocelí lze použít směs argonu a vodíku (vodík do max. 7 %).
Celkový přehled a vhodnost použití ochranných plynů pro materiály shrnuje tabulka 1.
PRŮTOK A PŘÍVOD OCHRANNÉHO PLYNU
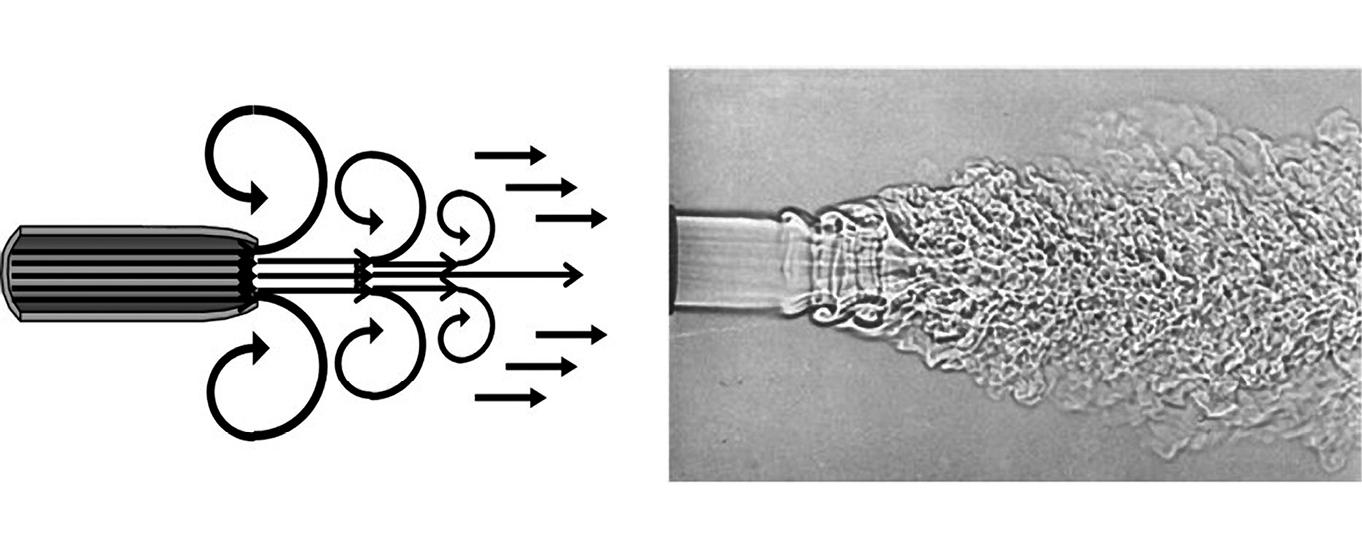
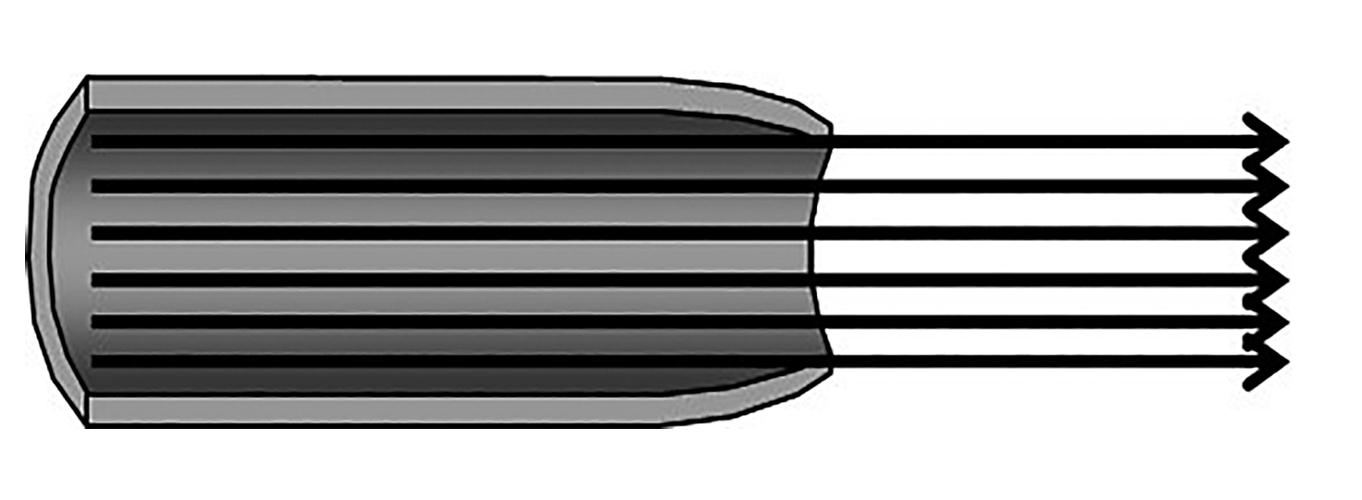
Kromě volby typu ochranného plynu je důležité věnovat pozornost také nastavení optimálního průtoku plynu a jeho přívodu do místa svařování. Mohlo by se zdát, že vysoký průtok plynu zajistí lepší ochranu svarové lázně. V praxi to tak není. Optimální průtok se nachází v rozmezí 12–18 l/min na výstupu z trysky či plynové hadice. Nastavení příliš vysokého průtoku může způsobit vznik turbulentního proudění (obr. 3) a přisávání okolní atmosféry do ochranného plynu. Plyn je následně kontaminován kyslíkem, dusíkem a vzdušnou vlhkostí, což může způsobit oxidaci svaru, vznik pórovitosti a případně i trhlin ve svarovém spoji. Aby nedocházelo k negativnímu ovlivnění svarové lázně okolní atmosférou, je nezbytné zajistit laminární proudění (obr. 4).
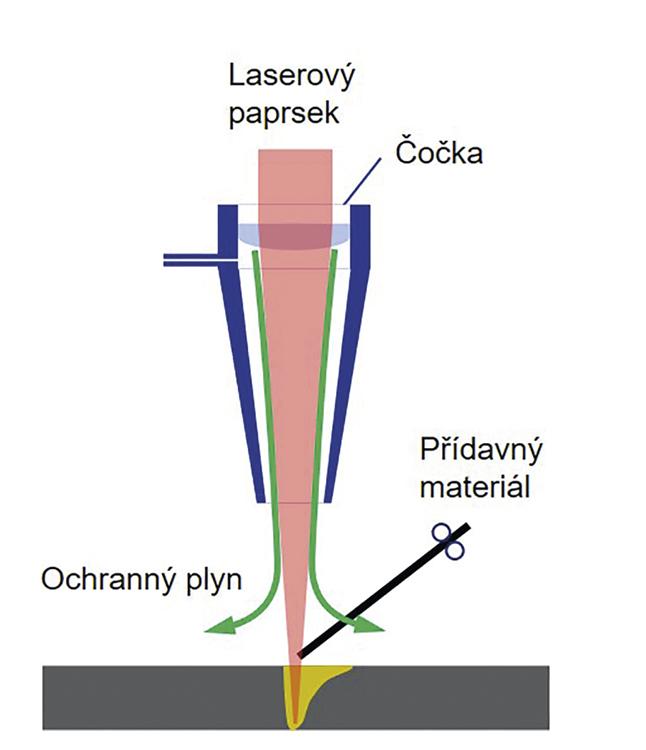
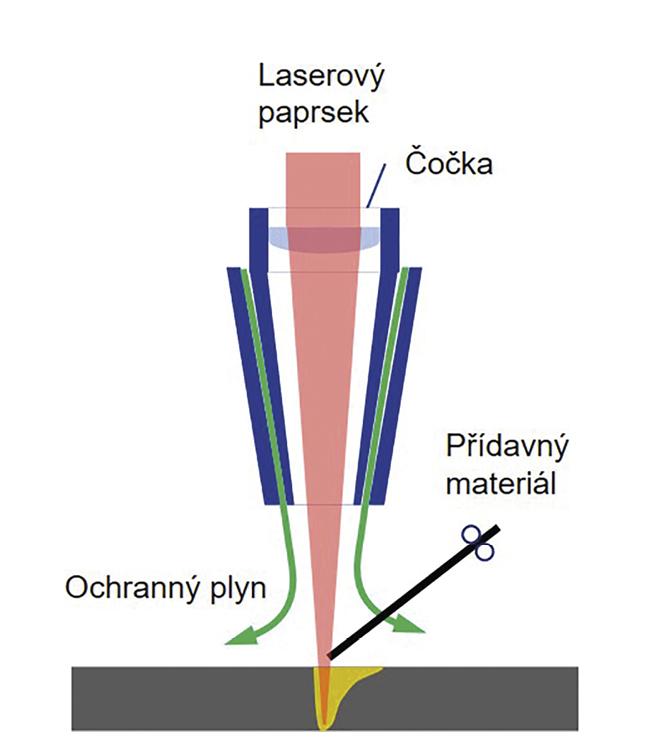
Pro jeho docílení je důležitý kromě správně nastaveného průtoku i způsob přívodu plynu. Jedna z možností je koaxiální přívod přímo svařovací hlavou (obr. 5). Plyn obklopuje laserový paprsek a dochází k velmi dobré ochraně svarové lázně. Alternativou je prstencová tryska, kdy plyn prochází mezikružím a po výstupu z trysky opět účinně chrání svarovou lázeň (obr. 6).
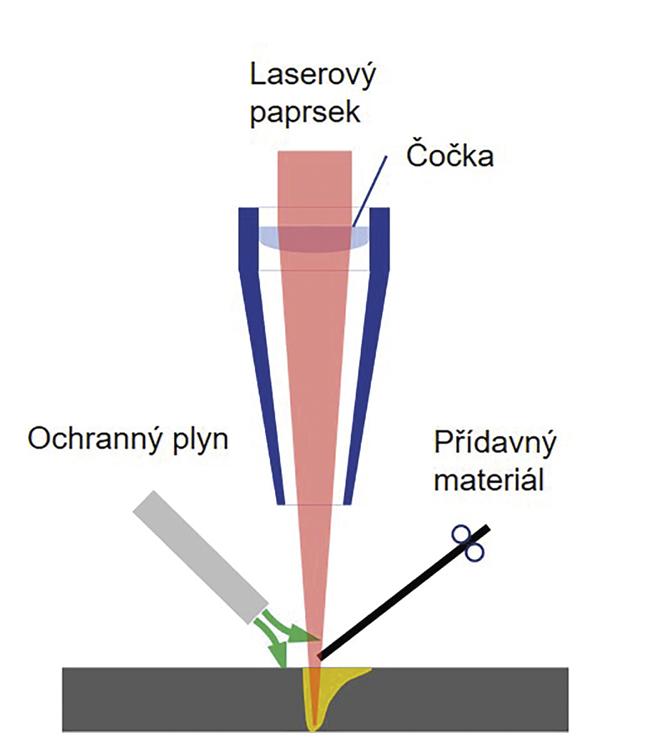
Pokud není svařovací hlava vybavena vstupem pro plyn, nezbývá než použít laterální externí přívod – zpravidla kovovou trubičku napojenou na přívodní hadici (obr. 7). V tomto případě je důležité vhodné nasměrování výstupu plynu tak, aby došlo k co nejlepšímu pokrytí místa svařování. Významnou roli hraje sklon trubičky a vzdálenost od svařovaného materiálu.
SVAŘOVÁNÍ BEZ OCHRANNÉHO PLYNU
Při použití vláknem vedených laserů se v praxi můžeme setkat i se svařováním bez ochranné atmosféry. Po dokončení svařovacího procesu vykazují svary mnohdy dobrou vizuální jakost.
Bez ochranného plynu však nastává podobný problém jako v případě turbulentního proudění plynu, tedy absorpce kyslíku, dusíku a vlhkosti s možnými negativními důsledky popsanými výše.
ZÁVĚR
Laserové svařování je progresivní metoda, která si jistě najde široké uplatnění. Pro dosažení požadovaných výsledků a jakosti svarových spojů je klíčové správné nastavení procesních parametrů a dokonalá ochrana svarové lázně.
Autor:
Ing. Jan Kašpar, EWE, vedoucí oddělení svařování/dělení materiálu ve společnosti Messer Technogas. Specialista v oblasti technických plynů pro laserové aplikace a 3D tisk. Spoluřešitel projektu AdMan Tool.













