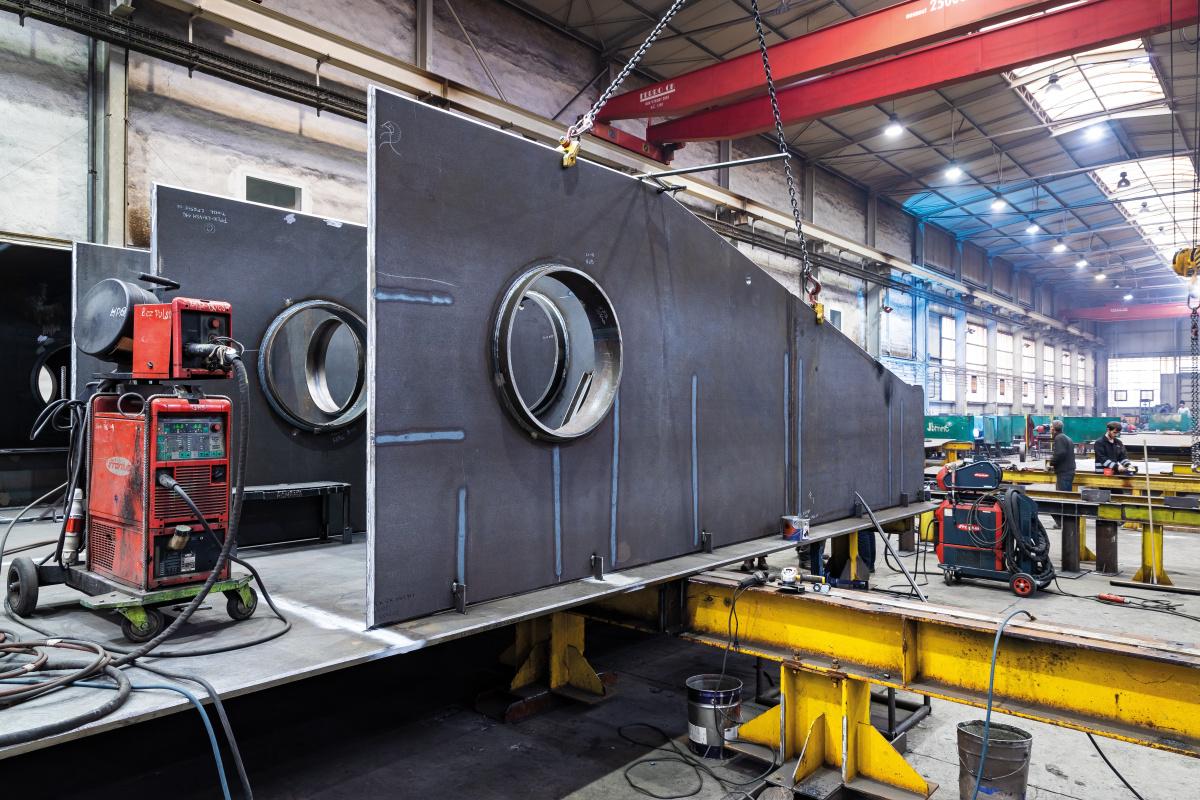
 Jednotlivé výpalky jsou v dílně sestaveny a svařeny do osmi dílů
Jednotlivé výpalky jsou v dílně sestaveny a svařeny do osmi dílů


Od poloviny loňského roku tým divize 8 společnosti Metrostav pracuje na modernizaci vodního díla Gabčíkovo na Slovensku. Součástí rozsáhlé rekonstrukce plavebních komor za 3,75 miliardy korun je také výměna tzv. dolních vrat, která jsou největší v Evropě. Na nich se právě pracuje v Provozu ocelových konstrukcí divize 3 společnosti Metrostav v Horních Počernicích. Dolní vrata jsou tvořena dvěma vrátněmi, kde je každá z nich svařencem z osmi částí. Jedna ze dvou vrátní má hmotnost 570 tun, což je více, než kolik váží původní vzpěrná vrata v Panamském průplavu. Současně s tím probíhá výroba i ostatních ocelových konstrukcí, jako jsou horní vrata o hmotnosti přes 300 tun, záskoková klapka, regulační uzávěry a další. Montáže těchto hlavních konstrukcí začnou v lokalitě Gabčíkovo během června.
Celkový svařenec je ve výrobních prostorách firmy Metrostav osazen při „pantové rouře“ do dvou kulových ložisek (horní a dolní). Aby mohla být jednotlivá křídla zhotovena, bylo nutné pro výrobu zajistit tzv. výpalky. Jde o samostatné tvarově pálené plechy o tloušťkách od 10 do 100 mm s hranami po obvodě připravenými pro svařování. Tyto výpalky jsou v naší dílně sestaveny a následně svařeny do osmi dílů, a to pro každé křídlo. Odchylka sousedních rozměrů navazujících dílů, resp. svařenců nesmí být větší než 6 mm.
„V rámci výroby ocelových konstrukcí je již běžné projektovat ve 3D modelech. Ten byl samozřejmě využit i pro tvorbu výrobní dokumentace vrat pro Gabčíkovo,“ uvedl Ing. Radek Liška, Ph.D., projektový manažer divize 8 Metrostav a. s., a dodal: „Vzhledem k tomu, že v rámci zadávací dokumentace nebyla stanovena třída provedení ocelové konstrukce, bylo v prvotní etapě projekčních prací stanovena třída EXC3. Toto zařazení vychází ze tří činitelů, které ovlivňují celkovou spolehlivost vyráběné konstrukce. Znamená to, že základní normou je STN (ČSN) EN 1090‑2, výrobní skupina EXC3.“
Vzhledem k rozměrům jednotlivých dílů a velké tuhosti je kladen požadavek na přísné tolerance tak, aby jednotlivé díly na sebe navazovaly. Byl zhotoven velmi přesný rošt o rozměrech 23 × 12 metrů, který musí unést 470 tun ocelových svařenců pro každé křídlo dolních vrat, celkem tedy 940 tun! Jelikož v hale máme tři jeřáby nosnosti max. 25 tun, bylo nezbytné tomu přizpůsobit i postup skládání a svařování, protože tři z osmi dílců na každé polovině vrat po celkovém svaření váží více než 90 tun, a to je daleko za únosností jeřábů. Část ocelových polotovarů pro výrobu vrat dodávala společnost Vítkovice Steel.
VÝROBA
Dohromady obří vrata vyrábí čtyřicet lidí a svařování některých dílů jim zabere až 24 hodin práce denně. Při svařování některých dílů s nimi nelze manipulovat a svářeči tak většinu práce provádí ve složitých pozicích. Nejtěžší z dílů váží 108 tun. Právě svařování je přitom na celém procesu výroby nejsložitější a jsou na něj kladeny největší nároky, především z hlediska kvality provedení.
Požadavky na kontrolu svarů vychází z normy STN EN 1090‑2. Zjednodušeně se jedná o provedení nedestruktivních zkoušek svarů, a to 100% vizuální kontrolu, 100% magnetickou práškovou metodou (MT) nebo kapilární zkouškou (PT) a dále 20% kontrolu ultrazvukem (UT). „Vzhledem k tomu, že se pro měření pohybujeme na hraně měřičské chyby, snažíme se většinu dílů odstykovat (předmontovat) na dílně. V případě, že to již technologické a prostorové možnosti neumožňují, tak používáme standardní geodetické postupy,“ uvádí šéf realizačního týmu.
Celá vrata (kromě pomocných konstrukcí) jsou vyrobena z oceli P355NL2. Svařují se zejména plným a trubičkovým drátem. Část svarů je zhotovena metodou svařování pod tavidlem (jedná se o návodní a vzdušnou desku).
Zadávací dokumentace jednoznačně definuje jednotlivé vrstvy a jejich tloušťky v rámci nátěrového systému, který vychází z dlouholeté zkušenosti investora resp. provozovatele plavebních komor Gabčíkovo. „Vrata budou částečně opatřena nátěrem již ve výrobním závodě divize 3, kromě montážních styků. Ty budou ošetřeny až po celkovém dokončení na místě,“ vysvětlil R. Liška.
PŘEPRAVA A MONTÁŽ
Montáž prvních konstrukcí dolních vrat na stavbě začne na přelomu března a dubna 2020 a hrubá montáž skončí v červenci letošního roku. Přesun dílů na stavbu do Gabčíkova proběhne pomocí speciálních podvalníků. Největší díl má rozměry 4,8 × 22 × 2,2 metru o hmotnosti 108 tun, nejtěžší díl určený k montáži se svařuje na stavbě a osazuje se jeřábem na zavážecí stolici. Ten bude mít hmotnost 162 tun. „Předpokládáme, že transport bude veden po naší hlavní tepně, a to po dálnici D1. V tento okamžik probíhá zajišťování potřebných povolení a čekáme na vyjádření dotčených orgánů,“ doplňuje projektový manažer společnosti Metrostav.
Pro montáž na místě budou nasazeny dva jeřáby. Pro vlastní osazení půjde o jeřáb LG 1550. Dále bude využit jeřáb LTM 1500, který zajistí montáž z mostu 1. části vrat a následně spustí na dno komory již zmíněný jeřáb LG 1550. Nejprve budou osazeny první dílce na dně komory na provizorní rošt a svaří se do montážního celku. Následně se pomocí jeřábu a otáčecího pantu převrátí do svislé polohy. Jelikož je část vrat pod mostem, osadí se nejprve na vytvořenou zavážecí dráhu a stabilizují pomocí horního vedení. Následně se pomocí hydraulických válců po této dráze zasunou ke své finální pozici. Tímto způsobem se osadí i zbývající tři díly 1. křídla.
„Na vratech v místě montážních spojů jsou již z dílny osazeny přípravky, zajišťující vytvoření ideální svarové mezery, a po spasování dílů se provede jejich zavaření. Následně se stejným způsobem smontuje i druhá vráteň. V souběhu s těmito pracemi bude probíhat i montáž těsnících a dosedacích prahů,“ popisuje R. Liška. O pohony obřích vrat se postará renomovaný a zkušený výrobce hydraulických systémů – firma Bosch Rexroth. „Řízení této části projektu částečně podléhá německému vedení a jednání jsou velice náročná a tvrdá,“ dodává projektový manažer.
O modernizaci se na Slovensku hovoří již od roku 2015. Pokud se jedna komora opravuje, druhá musí fungovat bez problémů, aby se v místě nehromadily lodě. Gabčíkovo bylo uvedeno do provozu v roce 1992 a ročně jím projede zhruba 15 tisíc plavidel. Celá rekonstrukce plavebních komor měla být hotová na začátku roku 2022. Většinu z ceny zakázky zaplatí prostřednictvím dotací Evropská unie.
Inovace a modernizace plavební komory na Vodním díle Gabčíkovo souvisí se snahou o zvýšení bezpečnost a intenzity lodní dopravy. Plavební komory jsou v současnosti na hranici 30leté životnosti. Přehradní nádrž na slovensko‑maďarském pomezí je unikátní jak celoevropským významem, tak velikostí a právě z jeho rozměrů vyplynou stavbařům největší obtíže. Zadavatelem obří rekonstrukce je slovenský státní podnik Vodohospodárska výstavba.












{kind=link}
{kind=link}