 Důsledek znečištění řezného plynu
Důsledek znečištění řezného plynu


Vady či defekty jsou velmi nepříjemnou součástí procesu svařování a tepelného dělení. Snažíme se jim zamezit, protože opravy stojí spoustu času a peněz, ale ne vždy se podaří. Problematika je velmi rozsáhlá a složitá, normy se stále zpřísňují, takže „vyrobit“ vadu je velmi jednoduché. V tomto článku se zaměřím na základní i specifické příklady, se kterými jsem se během praxe setkal.
TEPELNÉ DĚLENÍ
Při tepelném dělení může nastat celá řada obtíží, které ovlivní výsledný řez jak z hlediska kvality, tak finálních rozměrů.
1. Dělení autogenem
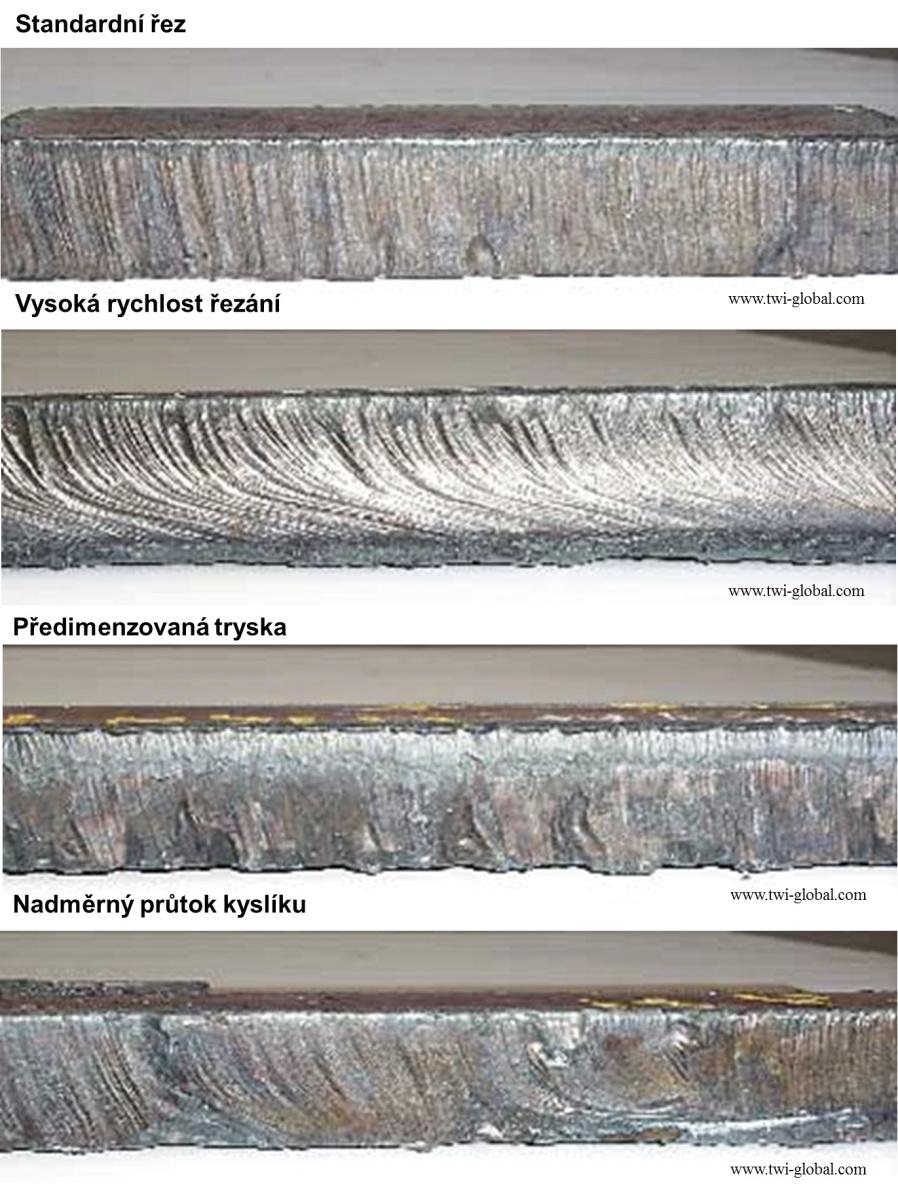
Na fotografiích (obr. 1) můžeme vidět rozdíly v kvalitě povrchu řezu při ručním řezání. Pouhou změnou některých parametrů dochází k výraznému zhoršení výsledného řezu. Nejčastějšími příčinami, kromě popsaných nad fotografiemi, jsou:
- Nesprávné seřízení plamene. U všech topných plynů s výjimkou acetylenu nejde plamen seřídit „od oka“. Je nutné správně nastavit tlaky nahřívacího kyslíku a topného plynu. U strojního řezání více hořáky se proto doporučuje vybavení každého hořáku samostatnými manometry.
- Nesprávně nastavené hodnoty tlaku nahřívacího a řezného kyslíku.
- Nedodržení vzdálenosti řezací trysky nad řezaným materiálem.
- Zkorodovaný nebo znečištěný povrch řezaného materiálu.
- Nezohlednění typu řezaného materiálu.
Nedodržení uvedených parametrů se projevuje i ve zvýšeném výskytu strusky na povrchu řezu a pod řeznou spárou, jeho větší drsnosti a dalších vadách, jako je podpálení řezy, natavené hrany a podobně. Kromě těchto častých vad se může objevit i zvláštní vypálení drážek na povrchu řezu (obr. 2). To je způsobeno přehřátím materiálu a často se objeví po hladkém začátku řezu a u řezání úkosů. Pravděpodobnost vzniku je vyšší u topných plynů s nižší teplotou plamene (propan, zemní plyn).
2. Dělení plazmou
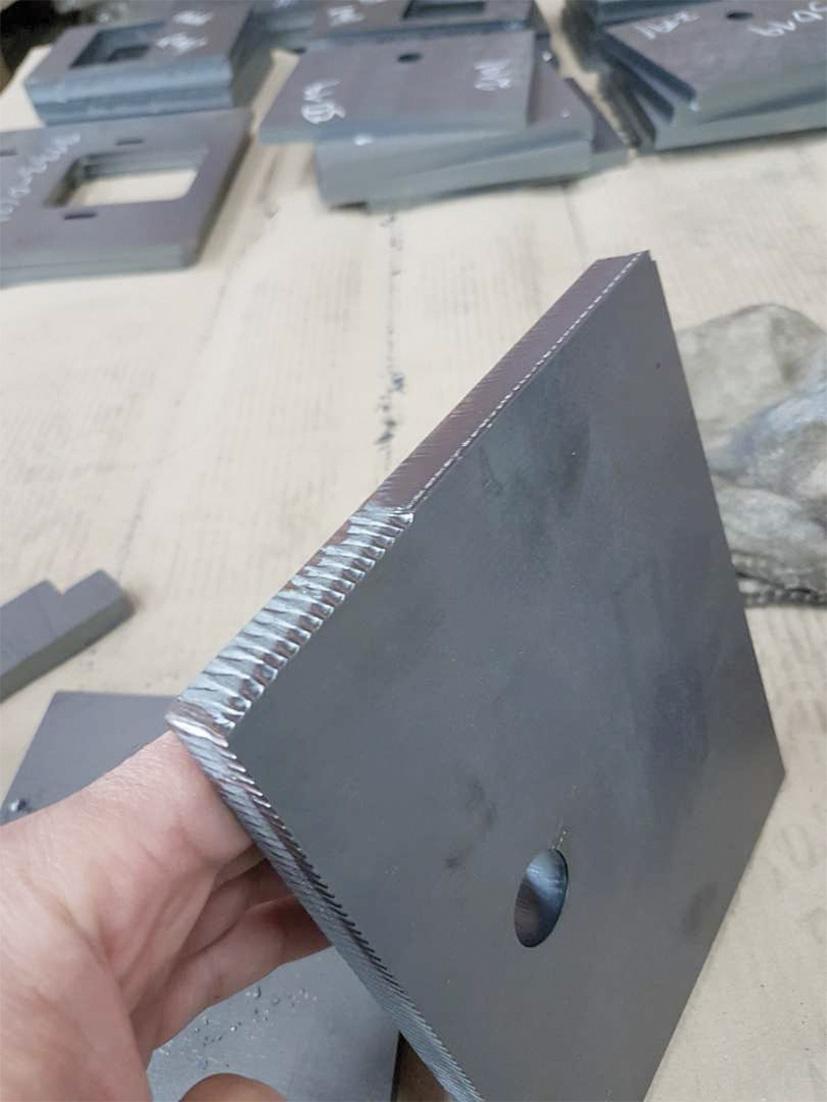
U plazmového řezání je to velmi podobné. I zde je dodržení parametrů řezání důležitým faktorem provedení kvalitního řezu (obr. 3). Oproti autogenu je tato metoda citlivější na vzdálenost trysky nad materiálem.
Je také nutné počítat s tím, že plazmový řez bude mít mírné zkosení (obr. 4). Někteří výrobci je zmenšují „formováním“ plazmového paprsku, ale zcela odstranit nejde.
3. Dělení laserem
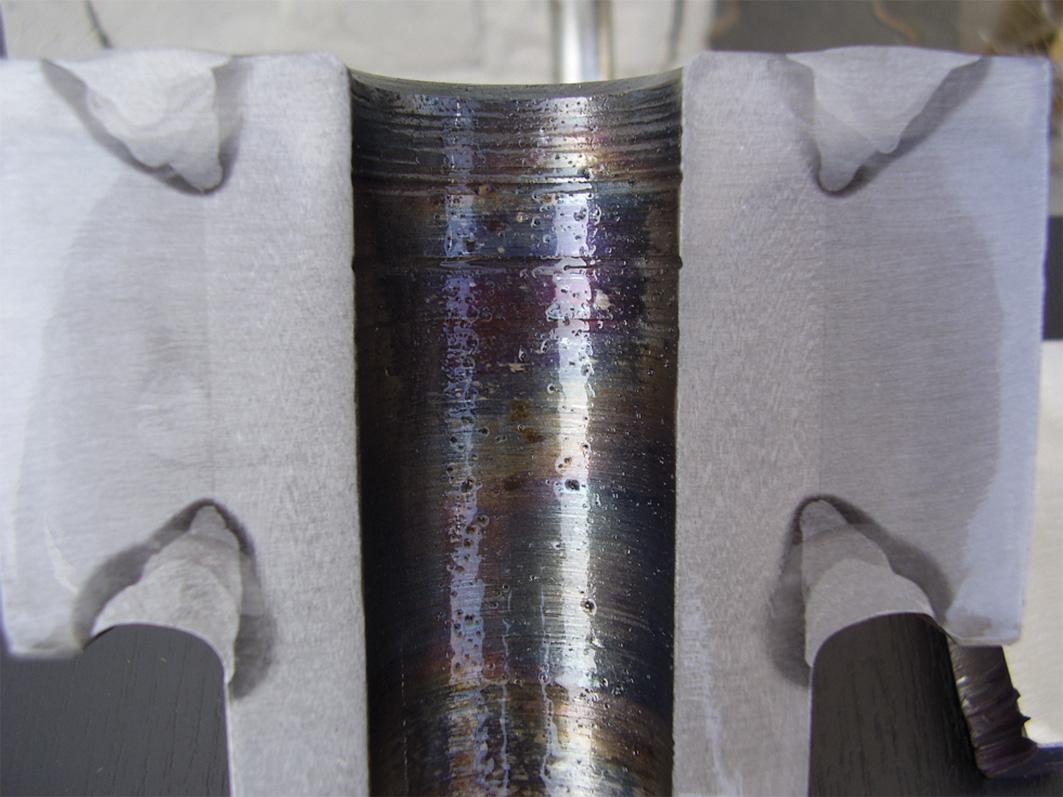
Laserem lze provádět velmi kvalitní a přesné řezy. Tloušťky, pro něž je vhodný, stále stoupají. Dnes již lze např. dělit hliník o tloušťce 50 mm. Přesto, nebo právě proto je nutné dodržovat velmi přesně předepsané parametry a postupy. Řezné plyny musí být vysoké čistoty (dusík 5.0, kyslík 3.5). Méně čistý dusík se projevuje zažloutnutím řezu, méně čistý kyslík zpomaluje proces řezání. Dojde‑li k velkému znečištění řezného plynu, může to mít za následek obtížné oddělování vypálených dílů, tvorbu otřepů, které jsou obtížně odstranitelné a obecně zhoršenou kvalitu řezu (obr. 5).
I u laseru je možné setkat se s drážkami na řezné hraně vlivem přehřátí materiálu. V tom případě je nutné změnit velikost trysky či řeznou rychlost (obr. 6).
Při použití tzv. „fiber (vláknových) laserů“ je vhodné využít jejich schopnosti řezat černý materiál dusíkem. Do cca 4 mm je to i ekonomické (vyšší rychlost řezání). Na řezech pak nedochází k tvorbě oxidů, které jsou velmi obtížně odstranitelné a mohou způsobovat problémy při následných operacích.
SVAŘOVÁNÍ
1. Studené spoje
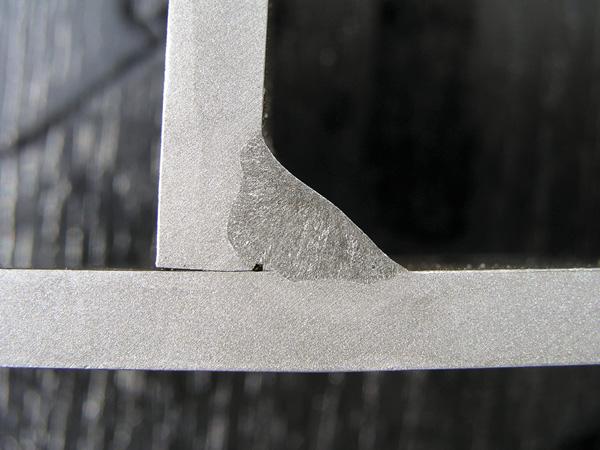
Vady při svařování rozdělujeme na povrchové a vnitřní. Povrchové vady lze identifikovat vizuální kontrolou, případě pomocí jednoduchých detekčních metod (barevná defektoskopie, magnetická zkouška, zkoušky těsnosti…). Na vnitřní již musíme jít ultrazvukem či rentgenem. Přesto jsou případy, kdy vizuální kontrola ani rentgen či ultrazvuk žádnou vadu nenajdou a spoj je přesto špatný.
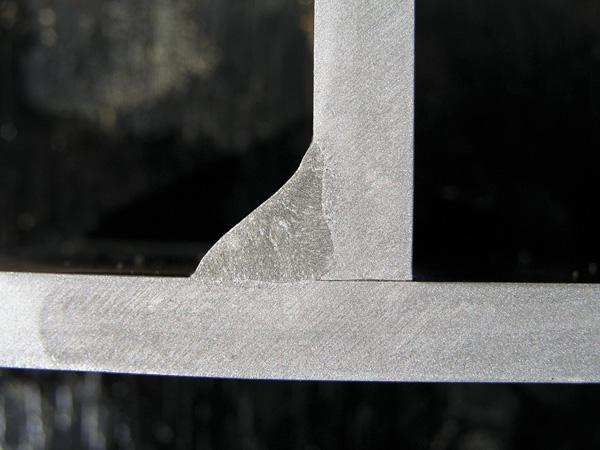
Typickým příkladem je nejčastější spoj – koutový svar. Jestliže jej svářeč špatně „položí“, dojde k natavení jedné hrany menšímu, než u druhé a vzniká zárodek studeného spoje. Po namáhání spoje pak dojde k jeho porušení. Osvědčilo se provést zkoušky s jednotlivými svářeči, svar „naimitovat“ a po zavaření rozřezat a naleptat. Ze vzniklých maker je velmi jednoduché ukázat na chyby, jichž se konkrétní svářeči dopouštějí. Je to sice složitější, než často používané rozlomení svaru, ale ta možnost vidět přesný profil závaru je k nezaplacení (obr. 7).
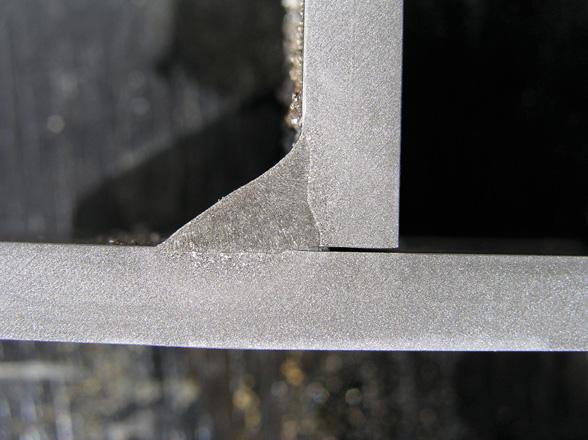
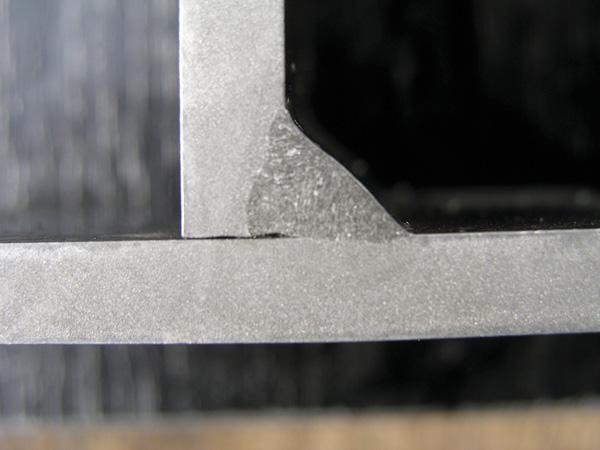
Dalším příkladem může být nevhodná volba parametrů. V tomto případě nízkých. Svar opět bude vypadat dobře, ale jeho únosnost je zcela nevyhovující (obr. 8).
Po takové analýze není nic jednoduššího, než parametry zvýšit (v tomto případě výrazně) a dosáhnout požadovaného efektu.
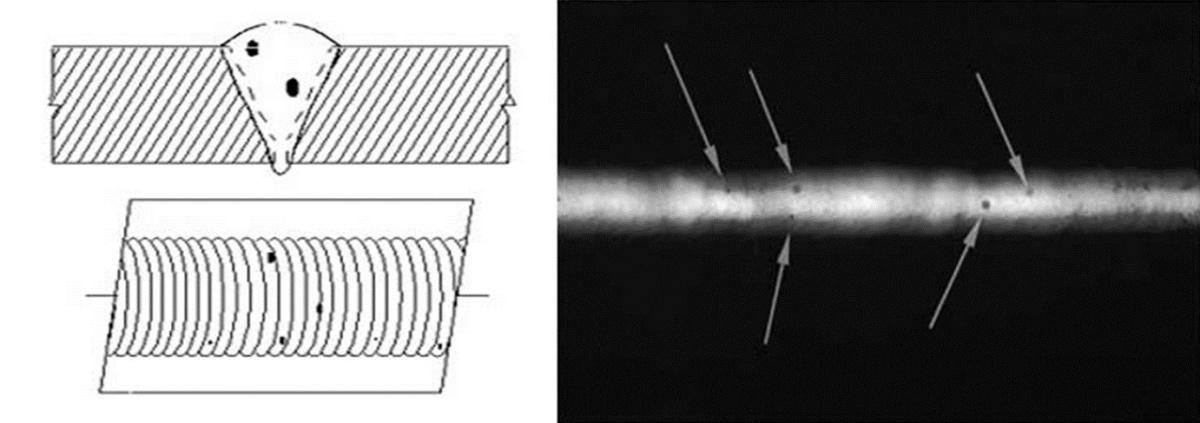
2. Póry
Porezita je velmi častou příčinou vad. Její základní příčiny jsou všeobecně známy a byly popisovány již několikrát v jiných článcích před řadou let. Za tu dobu se ale objevilo pár případů, které tak úplně běžné nejsou. Jedním z nich je pórování trubičkového drátu – rutilového, na svařování nerezi. Všeobecně je v povědomí, že rutilové elektrody a dráty nejsou náchylné na vlhkost. Asi záleží na tom, jak moc vlhké prostředí, ve kterém se nacházejí je, protože jsem se setkal s velmi výraznou porezitou trubičkového drátu, kterou odstranilo až následné přesušení (obr. 9).
Setkal jsem se také s tím, že u firmy, kupující svařovací drát ve velkém, vznikly problémy s porezitou díky specifickému poměru legujících složek Šlo o mikroporezitu přesně na rozhraní „ještě dobré – špatné“. Ale toho času, který jsme strávili nalezením příčiny… Testy různých plynových směsí, úpravy parametrů, čištění svarů. Až při použití jiné tavby drátu póry jako mávnutím kouzelného proutku zmizely.
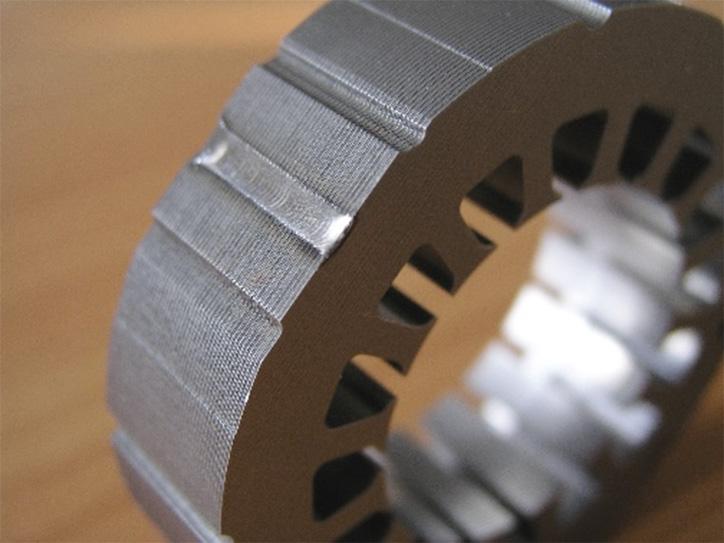
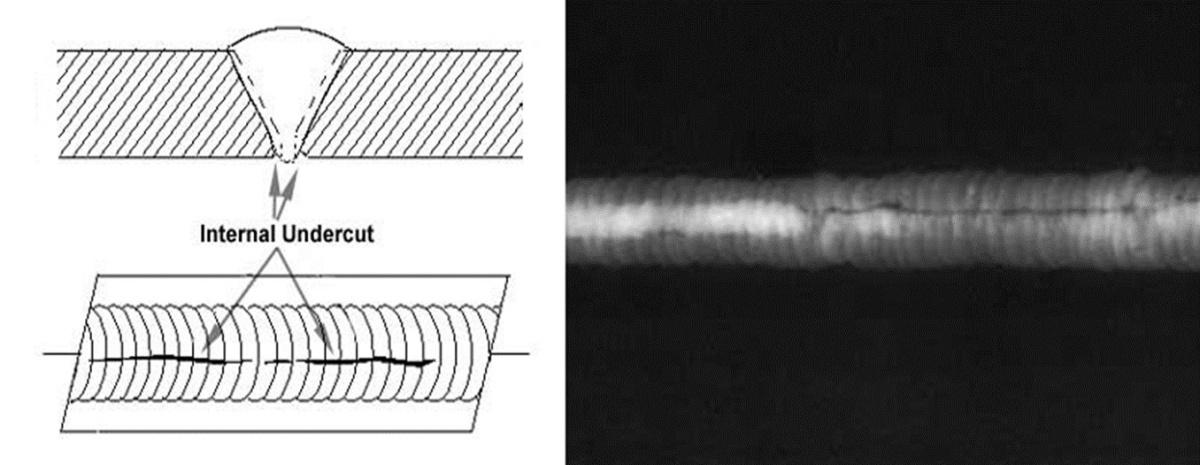
Další specialitou jsou transformátorové plechy (obr. 10). Ty musí nějak držet pohromadě. Mají-li izolaci tvořenou fosfáty hořčíku, počítejte s problémy. Nám pomohlo nahrazení argonu směsí argonu s vodíkem, který umožnil minimální protavení při vyšší rychlost svařování a póry omezil. Strávili jsme nad tím opět mnoho času. Změny parametrů, rychlosti svařování, přidávání drátu… S trafoplechy jsme se setkali ještě několikrát. Zajímavé je, že ty s izolací tvořenou fosfáty hliníku takové problémy nedělaly.
3. Trhliny
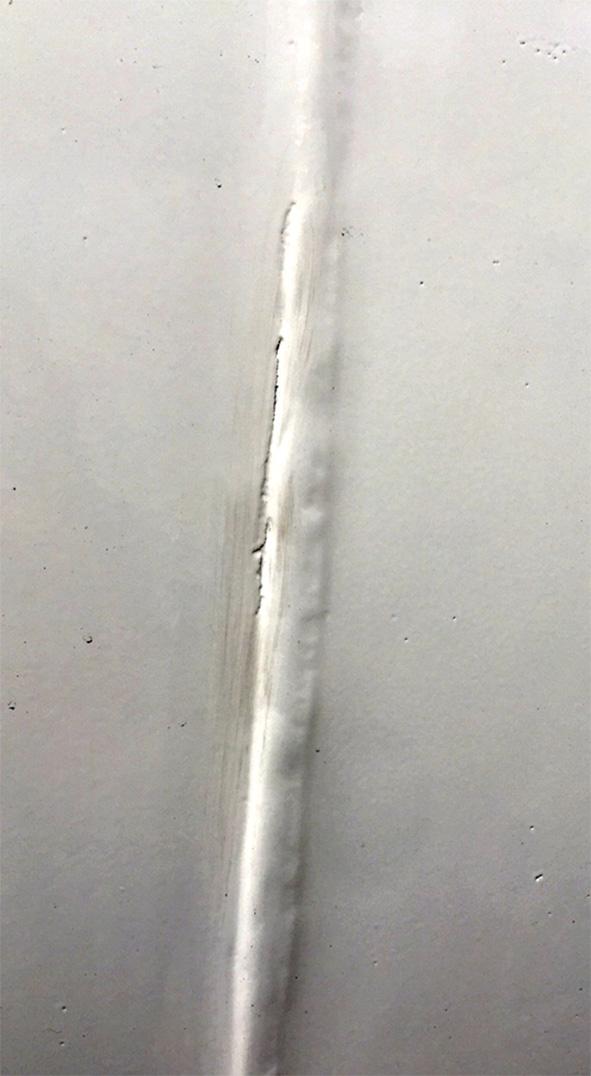
Trhliny patří k nejnebezpečnějším vadám (obr. 13). Mohou se rychle šířit a způsobit destrukci svařované konstrukce. Někdy vzniknou hned po svaření, někdy se ukáží opožděně. Mohou se objevit i u dílů, které ani svařovány nebyly. Nejčastěji tam vzniknou namáháním a pnutím. Pak máme dvě volby. Buď díl vyhodit a vyrobit nový, nebo se pokusit ten poškozený opravit. Oprava nemusí být jednoduchá.
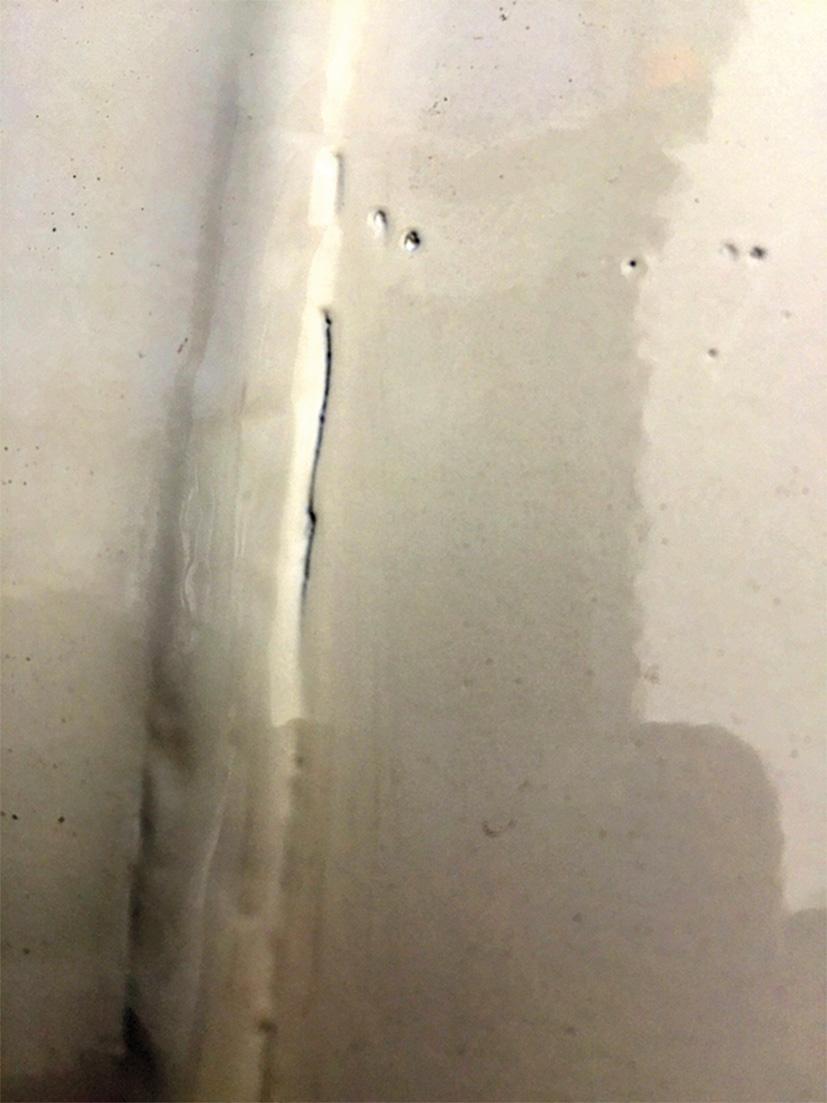
Horší je, když si koupíte třeba cisternu a na ní se po pár týdnech ukáže trhlina (obr. 14). Pošlete reklamaci s fotodokumentací výrobci a výrobce vám sdělí, že jde pouze o prasklý lak. Tak to nafotíte znovu a do toho „prasklého laku“ strčíte drát, aby bylo vidět, jak hluboko praskl. K tomu zdokumentujete pár vrubů a zápalů, ze kterých je vidět, že už ten svár byl opravovaný. Tohle se nám opravdu stalo. Výrobce se z toho snažil „vykroutit“ i poté. Tak jsem jej informoval, že k němu osobně jedu a že budu chtít veškerou dokumentaci – postupy počínaje, přes kvalifikaci personálu až po kontrolní protokoly. Najednou reklamaci uznal a cisternu opravil.
Je ale nutné rozlišovat trhliny nebezpečné od těch technologických, které vnikají použitým přídavným materiálem a postupem svařování. Nejčastěji jde o různé typy tvrdonávarů (obr. 15).
4. Vruby a zápaly
Patří k velmi častým vadám a příčinou je špatná volba parametrů svařování či nesprávné vedení oblouku. Nebo použití brusky při opravách ne příliš povedených svarů. Tyto vady se objevily i na již zmiňované cisterně. Opravy nebývají příliš složité, je ale nutné dodržet technologickou kázeň. Zvláště u materiálů vyžadujících předehřev a dohřev se nevyplatí „švindlovat“ s tím, že jde pouze o malou prohlubeň, která se bez problémů zakápne. Kolik poruch zařízení vzniklo z toho, že se na ně neodborné přivařila manipulační oka, která se pak zkušeně odbrousila a poškozené místo se „odborně“ zavařilo.
ZÁVĚR
O vadách by se dalo psát a vykládat dlouhé hodiny. Příkladů jsou spousty. Rozbor možných příčin jsem popsal již před řadou let. Teď jsem se zaměřil na vady velmi časté, u nichž doporučuji cestu k jejich omezení a na vady méně obvyklé, se kterými se ale můžeme v praxi setkat. Důležité je uvědomit si souvislosti mezi vznikem vad a technologickými postupy. Jejich porušování či nedbalé dodržování vede zbytečné práci navíc. Která nás stojí čas a peníze a nikdy není zaručeno, že se stoprocentně podaří. A to bychom měli mít stále na mysli.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}