 Předmontážní rošt sloužil i pro další dílce, které zde byly odloženy, aby se k patě dílců mohl připojit pant
Předmontážní rošt sloužil i pro další dílce, které zde byly odloženy, aby se k patě dílců mohl připojit pant

V článku je popsáno konstrukční řešení, hlavní parametry a montáž dolních vrat plavebních komor Vodního díla Gabčíkovo. Vrata, která vyráběla divize 3 společnosti Metrostav, jsou dvoukřídlá, podepřená kulovými ložisky. Šířka plavební komory je 34 metrů.
Po uzavření se vrata opírají o dolní opěrný práh, zabetonovaný ve dně plavební komory, a o horní opěrný práh umístěný pod přemostěním plavební komory. Na straně ložisek se navíc nachází (přibližně ve třetinách výšky) dvě pantové opěrky, které omezují zatížení působící na ložiska od tlaku vody. Každá vráteň je otevírána pomocí mohutné páky umístěné cca v 1/3 výšky od vrchu křídla, tj. těsně nad úrovní nejvyšší dolní vody. Páku ovládá hydraulický válec se zdvihem cca 6,5 metru.
Vrata se skládají z návodní a vzdušné desky, které jsou ještě vyztuženy T výztuhami a vzájemně propojeny svislými a vodorovnými stěnami. Směrem k hornímu a dolnímu prahu se tloušťka vrat zmenšuje tak, aby místa podepření byla blíž neutrální ose a při průhybu vrat od zatížení nebyly opěrné prahy vytrhávány z betonu. Celý vnitřek vrat je přístupný pro kontroly a servis.
Jak již bylo zmíněno, dolní vrata jsou situována pod přemostěním. Rovněž bylo potřeba rozdělit vráteň na dílce, které budou přepravitelné po pozemních komunikacích jak s ohledem na hmotnost, tak šířku dílců. Varianta připlavit celou vráteň z loděnice v Komárně nebyla vhodná s ohledem na probíhající rekonstrukci celé plavební komory, včetně stěn, nátokových kanálů s regulačními uzávěry a dalších částí vodního díla. Dalším omezením byl zákaz dlouhodobého uzavření komunikace vedoucí po mostě nad dolními vraty. Těmto podmínkám a mnoha dalším musel být přizpůsoben postup montáže i veškeré použité montážní prostředky.
Hlavní montážní jeřáb LG1550 v uspořádání SL byl kvůli omezením na povrchu umístěn na dno plavební komory tak, aby nedošlo k destrukci dna, v němž vedou čtyři výtokové kanály průřezu 4 × 4 metru.
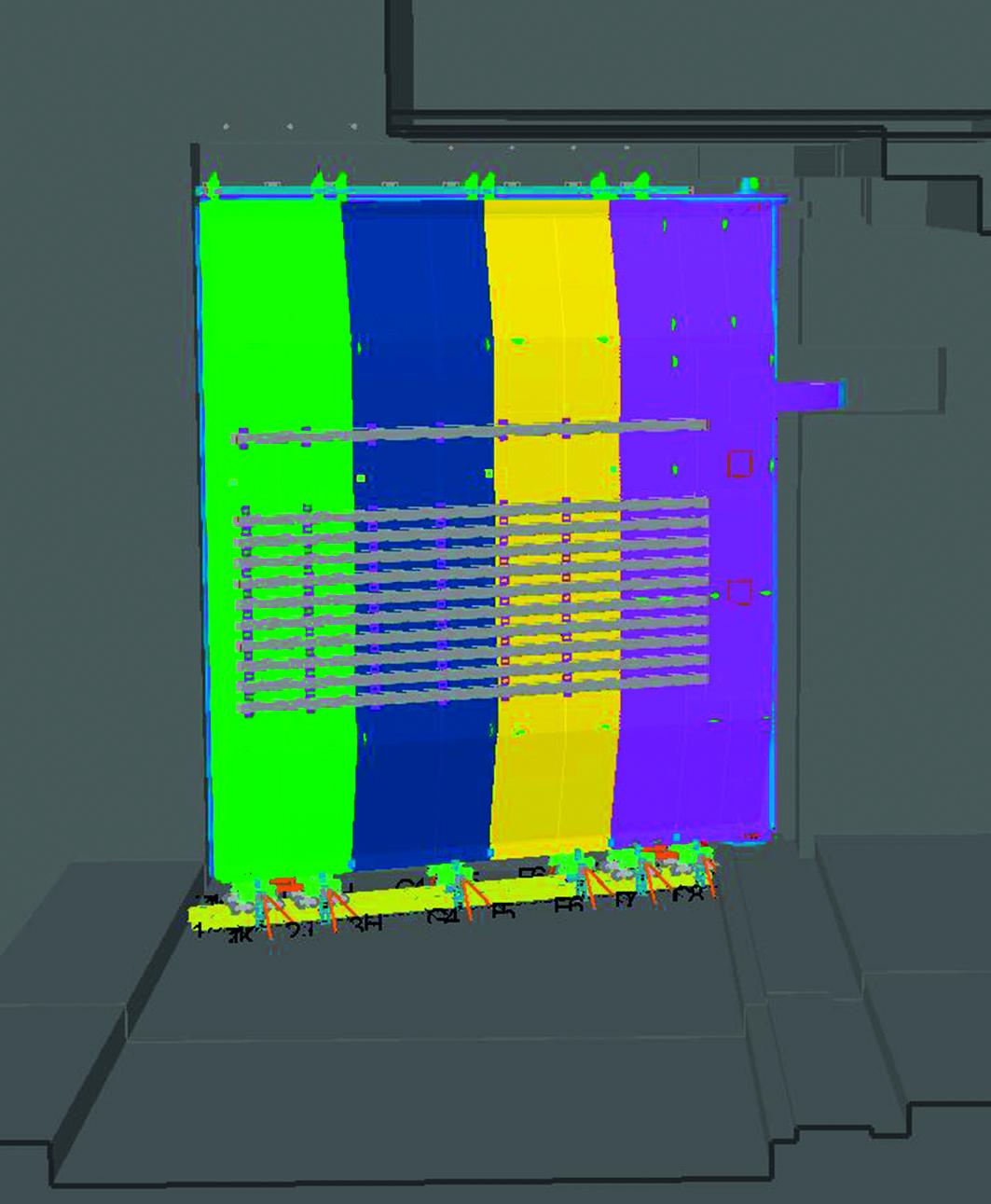
Vzhledem k nutnosti usazovat části vrátně pod mostní konstrukci, kam se jeřáb dostatečné únosnosti s hákem nevešel, byly jednotlivé části vrátně ukládány na zavážecí dráhu, po niž byly posouvány pod most. Vráteň se rozdělila na čtyři hlavní části a ty se ukládaly na dráhu. Stabilitu dílců na dráze zajišťovala soustava horního vedení.
Část vrat, která se na dráhu osazovala jako první, bylo nezbytné z důvodu přepravy ještě dále dělit na menší části. Vzhledem ke komplikovanosti uspořádání vnitřních stěn se tak krajní díl musel skládat ze čtyř menších dílců.
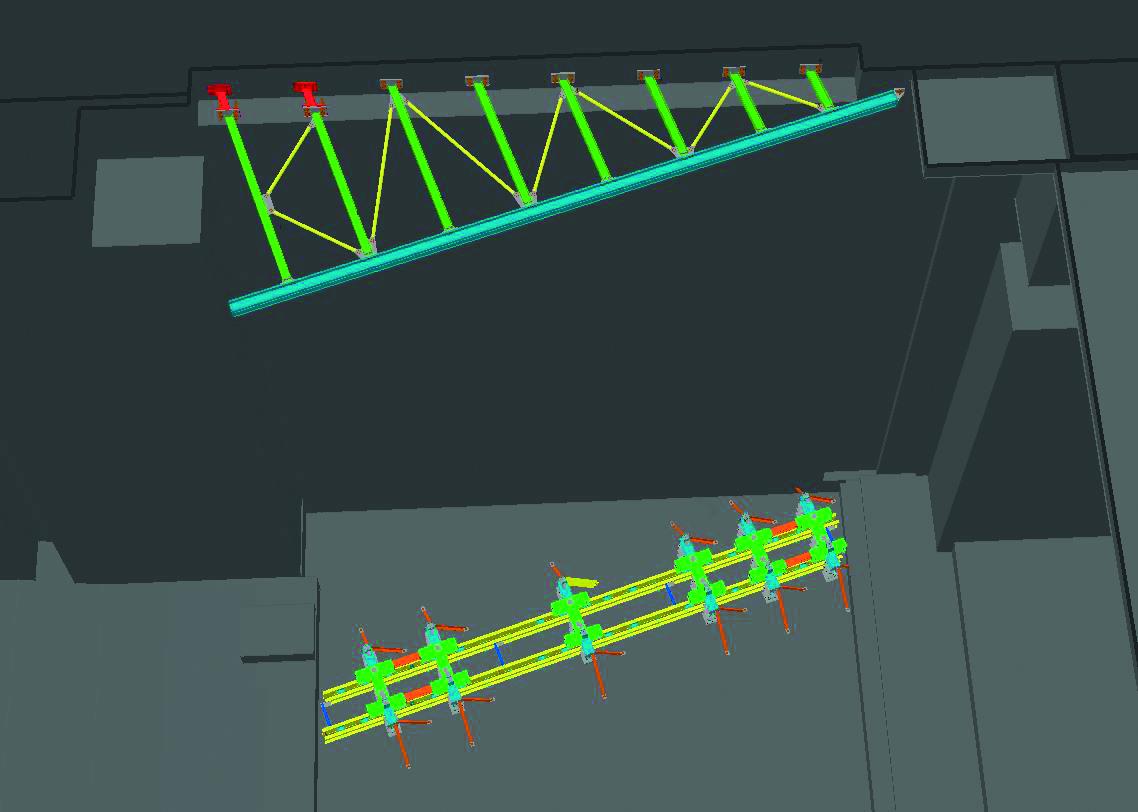
Předmontáž této pantové části byla provedena přímo na dně plavební komory v dosahu hlavního montážního jeřábu. Montážní rošt se rozkládal již v oblasti štěrbin ve dně plavební komory, které slouží pro nátok a výtok vody. Bohužel únosnost jednoho žebra mezi štěrbinami byla limitována deseti tunami. Sestava byla uložena na pružné podpory, aby vlivem deformací vyvolaných v průběhu svařování nebylo přetíženo některé z žeber a nepoškodilo se.
Nosníky montážního roštu tvořily pásy, které byly na jednotlivých žebrech dna plavební komory podloženy ocelovými podložkami proměnné výšky tak, aby na nerovném dně byl složený znivelovaný rošt. Pro zatížení dna plavební komory je rozhodující smyková únosnost žebra mezi štěrbinami a nikoli kontaktní tlak nebo ohybová únosnost. Z tohoto důvodu v místech, kde ocelový rošt byl položen mimo podzemní stěny, muselo být omezeno zatížení na jedno žebro. Proto bylo nutné jednotlivé díly ocelové konstrukce podložit tak, aby se přes rošt nepřenášelo vyšší zatížení do jednotlivých žeber. Využili jsme na to vlastnosti extrudovaného polystyrénu pevnosti 300 kPa, u kterého jsme experimentálně zjistili, že do tlaku 300 kPa přenáší zatížení bez výrazné deformace, ale při překročení tohoto napětí začne výrazně růst deformace bez zásadního zpevnění a to přibližně až do poměrné deformace 60 %.
Bohužel deformace je u extrudovaného polystyrénu trvalá, tj. po odlehčení se již nevrátí do původního tvaru (zůstává stlačený). Tento experiment probíhal v dostatečném časovém předstihu ve výrobních prostorách firmy Metrostav v Horních Počernicích.
Z uvedeného plyne, že podložení dílců bylo kombinací podpor tuhých nad stěnami kanálů a poddajných podpor nad nátokovými kanály. U poddajného podložení tedy byly napočítány plochy extrudovaného polystyrénu tak, aby nedošlo k překročení přípustného smykového zatížení na jedno žebro dna plavební komory při jednotlivých fázích montáže. Poddajné podložení se skládalo ze dvojic protisměrných klínů položených těsně vedle sebe na roštové nosníky. Nad těmito klíny byla položena vodovzdorná překližka, poté extrudovaný polystyrén tl. 50 mm a opět vodovzdorná překližka, na kterou se již ukládal dílec.
Na základě uvedených vlastností extrudovaného polystyrénu je tedy zřejmé, že při svařování dílců podsestavy na roštu docházelo při tepelných deformacích k postupnému přerozdělování zatížení, protože v případě překročení únosnosti extrudovaný polystyrén povolil deformaci a napětí se přerozdělilo do okolního podložení. Při kombinaci tuhých podpor a pružného podložení docházelo k poklesu a k natočení přes tuhé podpory.
Po zavaření a vychladnutí podsestavy pantové části vrátně se provedlo kontrolní přisazení navazujícího dílce, aby bylo ověřeno, že po osazení na zavážecí dráhu nebude problém kusy spolu slícovat. Po opětovném oddělení již stačilo připojit svařenou pantovou část k otáčecímu přípravku v patě a v horní části přes oka a vahadlo zavěsit na jeřáb, který poté dílec převrátil z vodorovné polohy do svislé a po odpojení od pantu, který při převracení zajišťoval patu svařence, se dílec posunul nad zavážecí dráhu.
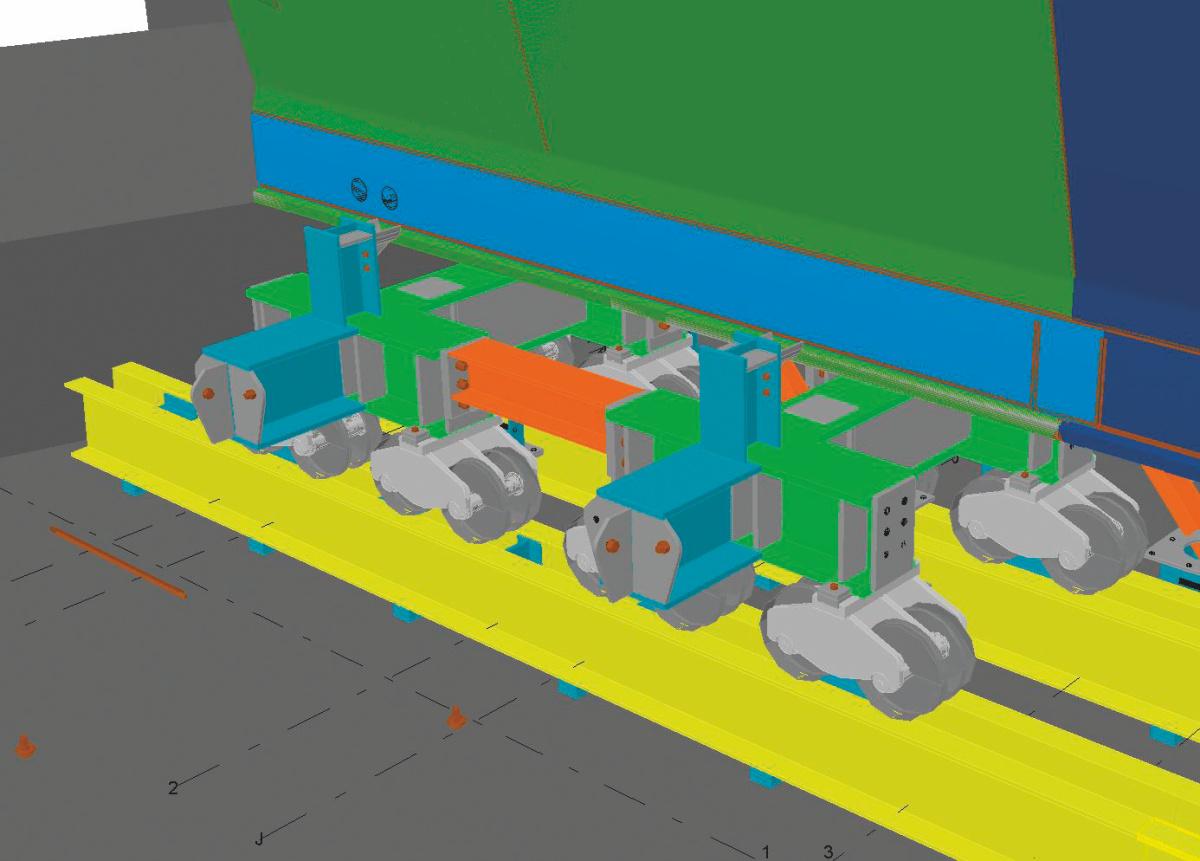
Základem zavážecí dráhy byla dvojice pasů ŽM 16 a tandemová dvojkolí systému ŽM 16. Atypický příčník nad kolečky umožňoval umístit hydraulické válce pod dílec a tím korigovat výšku. Podvozek měl boční opěrky, od kterých se dílec mohl stranově pomocí hydrauliky odtlačit, a tím se měnila jeho poloha vůči dráze.
Toto bylo zásadní při spasování jednotlivých dílců k sobě, ale zejména na závěr, kdy se celá svařená vráteň přesunula nad kulová ložiska a čepy s evolventním drážkováním se musely nasunout do nerezové koule ložiska, která měla vůli vůči čepu jen cca 0,2 mm. S ohledem na bezpečnost celé operace se nejprve zaaretoval horní čep a následně se na podvozcích pomocí hydrauliky hýbalo s celou vrátní tak, aby bylo možné zasunout dolní čep.
Po osazení obou vrátní na ložiska a uzavření vrat se podle dolní a horní části nastavila přesná poloha opěrných prahů, které se následně zabetonovaly, a to společně s těsnícími prahy dole na bocích a s horní těsnící stěnou. Po těžké hrubé montáži následovaly opravy nátěrů, montáž svodidel, servisních lávek, osazení a nastavení těsnění, připojení ovládacího hydraulického válce, nastavení snímačů zavření vrat a další, bez kterých by vrata nemohla správně fungovat.
Vladimír Beneš
Ladislav Pokorný
Metrostav, a. s.
Výhradní odpovědnost za informace použité v článku nese autor. Evropská unie nenese žádnou odpovědnost za použití informací, které se v něm nacházejí.
Spolufinancovaný Európskou úniou z Nástroja na prepájanie Európy












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}