![Přehled ocelí s vyšší mezí kluzu [1]](/images/NDIwNXg5OTJ4MA==/sondel01_rgb16x9.jpg) Přehled ocelí s vyšší mezí kluzu [1]
Přehled ocelí s vyšší mezí kluzu [1]
Příspěvek se zabývá základními technickými a technologickými požadavky na výrobu ocelových konstrukcí, sestav a dílů z vysokopevnostních ocelí (ocelí s vyšší mezí kluzu) podle normy EN 1090‑2. Norma EN 1090‑2 se v současné době nejen v ČR, ale také v zemích EU používá nejen pro výrobu a montáž stavebních konstrukcí, ale také pro výrobu konstrukcí, dílců a ramen výložníků jeřábů, částí dopravníků, velkostrojů a dalších zařízení.
OCELI S VYŠŠÍ MEZÍ KLUZU
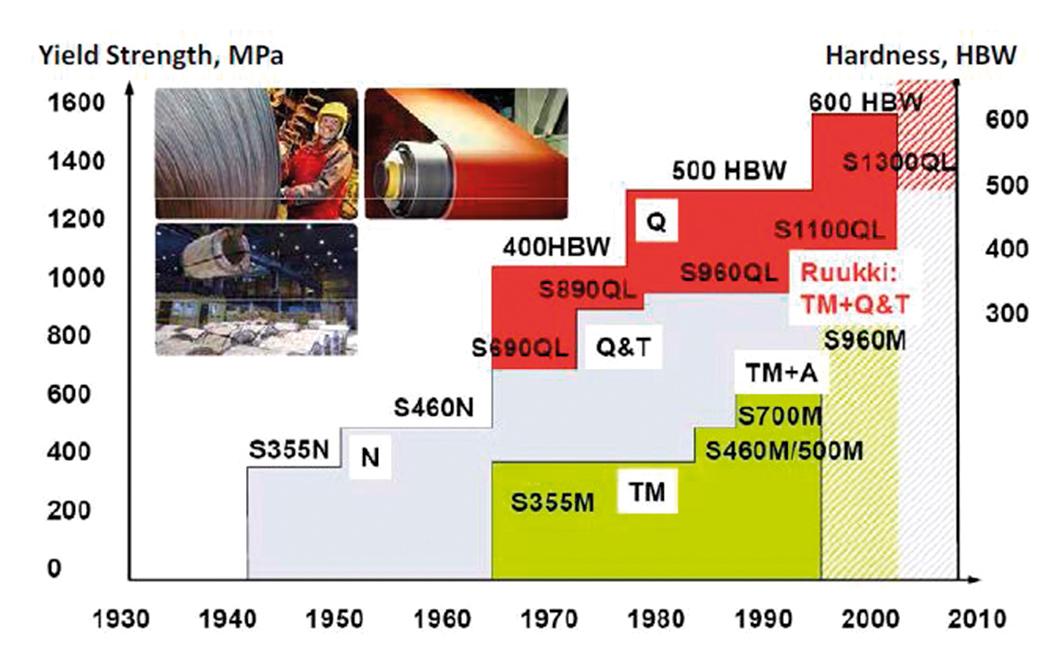
V současné době se v průmyslu stále více používají oceli s mezí kluzu větší než 400 MPa, které souhrnně označujeme jako vysokopevnostní oceli (VP oceli), anglicky označované také jako HSS – High Strength Steel. V normách však neexistuje přesná definice VP ocelí, literatura uvádí jako první VP ocel jakost S355. Obrázek 1 uvádí přehled vývoje VP ocelí a porovnání jejich meze kluzu a tvrdosti HBW [1].
Vysoké hodnoty meze kluzu jsou u těchto ocelí dosahovány:
- jemnozrnnou strukturou,
- zpevněním tuhého roztoku prvky C, Mn, Si, Cr, Mo, N,
- precipitačním zpevněním karbidy Cr a Mo a karbidy, nitridy nebo karbonitridy Nb, Ti a V,
- dislokačním zpevněním tvářením za studena, případně zušlechtěním nebo termomechanickým zpracováním.
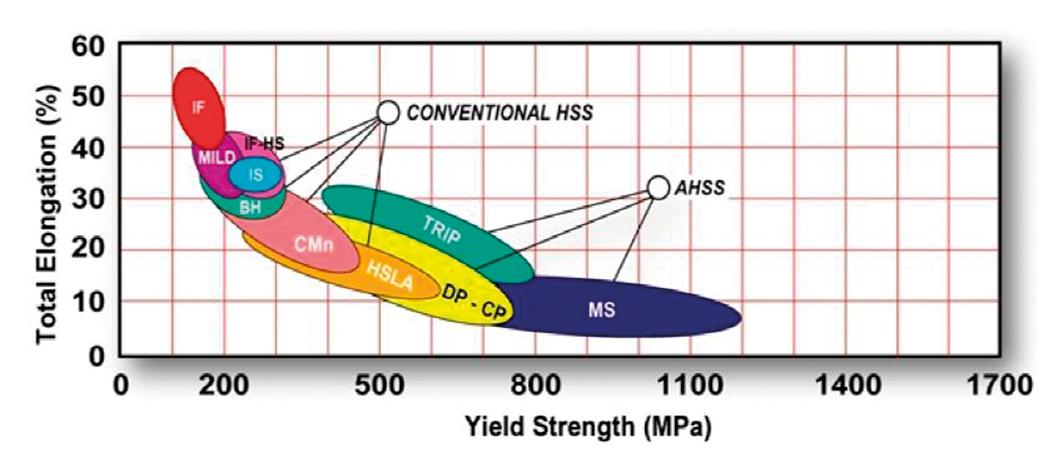
Nízké obsahy ekvivalentního uhlíku vzhledem k dosažené hodnotě meze kluzu a vysoká metalurgická čistota garantují jejich svařitelnost. Dolegování niklem zlepšuje především houževnatost ocelí. Precipitáty Nb, Ti, V a Al snižují míru zhrubnutí zrna v TOO svarových spojů. Mn, Cr, Mo, Ni a B dále podporují tvorbu martenzitu v oceli. Obrázek 2 znázorňuje úroveň meze kluzu v závislosti na tažnosti pro jednotlivé typy VP ocelí [2].
ZÁKLADNÍ MATERIÁLY VP OCELÍ PODLE EN 1090
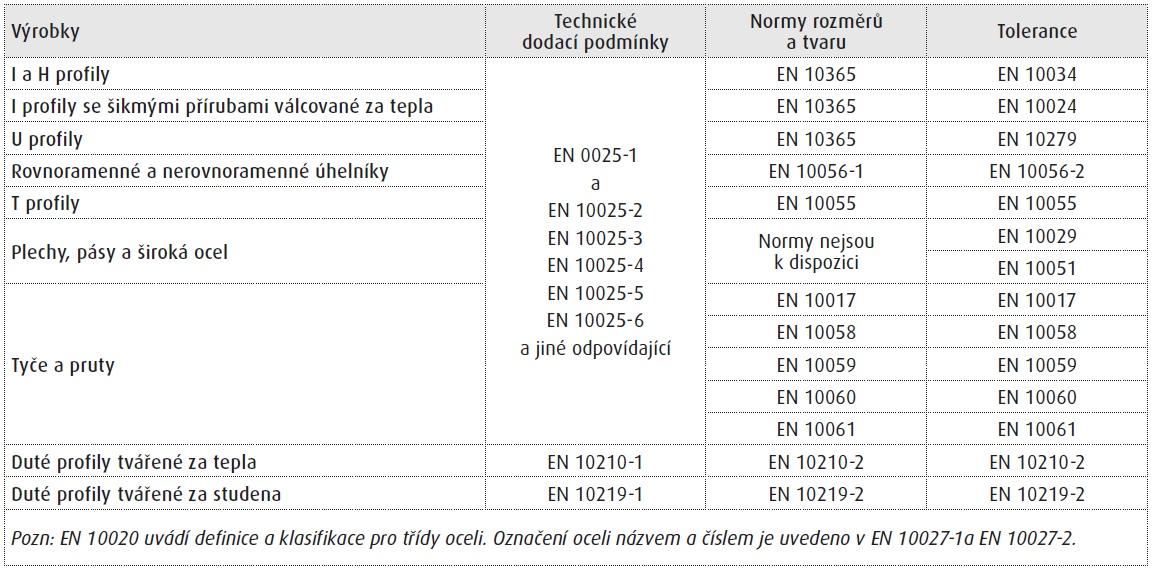
Norma EN 1090 požaduje, aby základní materiály pro výrobu OK a dílců odpovídaly příslušným evropským normám a v kapitole 5 uvádí jejich přehled v příslušných tabulkách. Tabulka 1 uvádí přehled základních polotovarů uvažovaných pro výrobu podle normy EN 1090‑2 [3]. Konstrukční oceli určené pro tváření za studena jsou pak uvedeny v EN 1090‑2 (viz tabulka 2).
Základní výrobky z VP ocelí pro výrobu dle EN 1090‑2 jsou tedy především definovány normou EN 10025‑6: Výrobky válcované za tepla z konstrukčních ocelí – Část 6: Technické dodací podmínky pro ploché výrobky z ocelí s vyšší mezí kluzu v zušlechtěném stavu [4].
Podle normy EN 10025‑6 se jedná o ploché výrobky válcované za tepla, vyráběné v tloušťkách od 3 až 150 mm s mezí kluzu v zušlechtěném stavu od 460 MPa do 960 MPa, přičemž norma uvádí následující jakosti: S460, S500, S550, S620, S690, S890 (max. 100 mm), S960 (max. 50 mm).
Norma EN 1090‑2:2019 uvádí nově požadavky na provádění ocelových konstrukcí nebo dílců zhotovených za tepla válcovaných a za studena tvarovaných ocelí do jakosti S700 včetně. Je možné však také normu EN 1090‑2 aplikovat pro konstrukční oceli do S960 včetně za předpokladu, že podmínky pro provádění jsou ověřeny kritérii spolehlivosti a jsou stanoveny další potřebné požadavky.
Podle normy EN 1090‑2 je nutné zajistit plnou identifikaci základních materiálů, pokud se jedná o výrobu dle EXC2 až EXC4. Vyrážení čísel, ražení nebo vrtání značek je dovoleno pouze pro oceli do jakosti S500. Použití měkkého (Low Stress) vyrážení značek musí být definováno a odsouhlaseno.
Pro konstrukční oceli jakosti > S275 jsou požadovány dokumenty kontroly minimálně typu 3.1 (inspekční certifikát) podle normy EN 10204. Norma EN 10025‑1 dále požaduje, že prvky uvedené v rovnici uhlíkového ekvivalentu, musí být uvedeny v certifikátu. Dále se musí uvádět prvky jako Al, Nb a Ti, v souladu s normou EN 10025‑2.
PŘÍDAVNÉ MATERIÁLY PRO VP OCELI PODLE EN 1090
Norma EN 1090‑2 (tabulka 5) uvádí pro svařování VP ocelí tyto možnosti (výběr):
- EN ISO 14341: Drátové elektrody pro obloukové svařování nelegovaných a jemnozrnných ocelí v ochranném plynu
- EN ISO 16834: Drátové elektrody, dráty a tyče pro obloukové svařování vysokopevnostních ocelí tavící se elektrodou v ochranném plynu
- EN ISO 18275: Obalené elektrody pro ruční obloukové svařování vysokopevnostních ocelí
- EN ISO 16834: Drátové elektrody, dráty a tyče pro obloukové svařování vysokopevnostních ocelí tavící se elektrodou v ochranném plynu
- EN ISO 26304: Drátové elektrody, plněné elektrody a kombinace elektroda‑tavidlo pro obloukové svařování vysokopevnostních ocelí pod tavidlem
- EN ISO 18276: Plněné elektrody pro obloukové svařování vysokopevnostních ocelí v ochranném plynu a bez ochranného plynu
Pro svařovací materiály jsou požadovány dokumenty kontroly minimálně typu 2.2 (zkušební zpráva, dříve atest nespecifický) podle normy EN 10204. Tyto dokumenty kontroly by měly být rovněž vystaveny v souladu s normou EN 10168.
Skladování, manipulace a přesušování (elektrody a tavidla) přídavných materiálů je v plné odpovědnosti výrobce a musí být prováděno podle doporučení výrobce přídavných materiálů. U přesušování musí být dodrženo příslušných časů a úrovně teploty sušení.
POŽADAVKY NA SVÁŘEČSKÝ DOZOR
Svařování ocelových stavebních konstrukcí musí probíhat pod dohledem svářečského dozoru, který má odpovídající kvalifikaci a zkušenosti podle ČSN EN ISO 14731 pro třídy provedení EXC2, EXC3 a EXC4. Následující tabulka 3 uvádí požadované technické znalosti svářečského personálu v závislosti na jakosti oceli nebo hliníkové slitiny a svařované tloušťce pro danou třídu EXC. Přičemž B jsou základní (EWS/IWS), S standardní (EWT/IWT) a C úplné (EWE/IWE) znalosti v souladu s ČSN EN ISO 14731.
Z tabulky 3 vyplývá, že výrobce pro výrobu konstrukcí podle EN 1090‑2 potřebuje prakticky již od třídy provedení EXC2 pro dozorování svařování vysokopevnostních ocelí svářečského inženýra (EWE/IWE).
POŽADAVKY NA SVÁŘEČE A OPERÁTORY
Kvalifikace svářečů pro výrobu ocelových konstrukcí podle ČSN EN 1090‑2 musí být podle ČSN EN ISO 9606‑1 a svářečských operátorů podle ČSN EN ISO 14732. Svářeči dutých průřezů šikmých přípojů diagonál s úhlem menším než 60 ° (EN 1993‑1‑8) se musí ověřit zvláštní zkouškou. Norma EN 1090‑2, příloha E uvažuje s úhlem přípoje diagonály minimálně 30 °, i když se vyskytují případy s konstrukčními detaily s úhly menšími než 30 °. Při těchto malých úhlech však nastávají značné technologické problémy při požadavcích na plný průvar svarového spoje a také problémy s manuální zručnosti a výcvikem svářečů. Pro svařování VP ocelí musí mít svářeči certifikát s kvalifikací na skupinu svařovacích materiálů minimálně FM2 (podle EN ISO 9606‑1). Záznamy kvalifikačních zkoušek všech svářečů a svářečských operátorů musí být dostupné.
KVALIFIKACE POSTUPŮ SVAŘOVÁNÍ
Kvalifikace postupu svařování závisí na třídě provedení konstrukce, základním materiálu a stupni mechanizace podle tabulky 4.
Z tabulky 4 a omezujících požadavků norem EN ISO 156xx je zřejmé, že pro výrobu OK dle EN 1090‑2 z VP ocelí je nutné kvalifikovat postupy svařování pouze podle norem EN ISO 15614‑1 a EN ISO 15613. Pokud se pro kvalifikaci postupu svařování použijí normy ČSN EN ISO 15613 nebo ČSN EN ISO 15614‑1 musí se dle ČSN EN 1090‑2 mimo jiné uplatnit následující požadavky:
- Zkoušky vrubové houževnatosti se musí provést při nejnižší teplotě požadované pro zkoušku vrubové houževnatosti základního materiálu.
- Pro jemnozrnné oceli s vyšší mezí kluzu podle EN 10025‑6 se musí provést zkouška mikrostruktury a musí se dokumentovat oblast svarového kovu, hranice ztavení a tepelně ovlivněná oblast. Výskyt mikrotrhlin je nepřípustný.
- Pokud se svařování provádí přes dílenský nátěr, musí být kvalifikace svařování provedena na maximální požadované tloušťce nátěru (jmenovitá tloušťka + tolerance).
V případě požadavku na kvalifikace postupu svařování koutových svarů ocelí vyšších jakosti než S460 musí být kvalifikace doplněna o zkoušku křížového spoje podle ČSN EN ISO 9018. Norma ČSN EN 1090‑2 dále požaduje provedení zkoušky tahem křížového spoje na třech vzorcích. Pokud k porušení dojde v základním materiálu, musí se dosáhnout minimální hodnoty meze pevnosti základního materiálu. Pokud k porušení dojde ve svarovém kovu, musí se stanovit při přetržení příčného průřezu skutečného svaru. U metod s hlubokým závarem se musí brát v úvahu skutečná hloubka závaru. Stanovené průměrné napětí při přetržení musí být ≥ 0,8·Rm základního materiálu.
Pro kvalifikace postupů svařování VP ocelí dále norma ČSN EN 1090‑2 požaduje provedení dalších zkoušek v případě, že se postup svařování nepoužíval v období mezi jedním až třemi roky, musí se provést předvýrobní zkouška svařování pro oceli vyšší jakosti než S355. Zkouška musí zahrnovat vizuální kontrolu, radiografickou nebo ultrazvukovou kontrolu, zkoušku na povrchové trhliny, makroskopickou zkoušku a zkoušku tvrdosti. Platnost kvalifikace postupu svařování závisí na požadavcích norem pro kvalifikace.
Kvalifikace postupů svařování pro stehové svary
Kvalifikovaný postup svařování pro stehové svary se požaduje podle ČSN EN 1090‑2 pro třídy provedení EXC2, EXC3 a EXC4. Minimální délka stehového svaru musí být menší z hodnot buď čtyřnásobek tloušťky tlustší spojované části, nebo 50 mm. Kvalifikace postupu svařování pro stehové koutové svary je v praxi prováděná podle ČSN EN ISO 15614‑1 na vzorcích s jednovrstvým koutovým svarem a pro tupé svary pak podle ČSN EN ISO 15613 na vzorcích se stehovými svary s délkami podle ČSN EN 1090‑2. Vyhodnocuje se makrostruktura, případně mikrostruktura, a profil tvrdosti HV10. Pro tloušťky větší než 50 mm nebo u ocelí s Re nad 500 MPa se doporučuje rovněž stehovat na dvě vrstvy. Norma ČSN EN 1090‑2 stanovuje také podmínky pro provádění a umísťování stehových svarů a pro spoje dutých průřezů příhradových konstrukcí, kde musí být ve WPS specifikován začátek a ukončení oblastí svařování a použitá metoda.
TEPELNÉ DĚLENÍ
Norma EN 1090‑2 požaduje kontrolu způsobilosti procesu tepelného dělení a definuje vlastnosti, které je nutné pravidelně kontrolovat. Jedná se zejména o geometrickou kontrolu, kontrolu drsnosti a kontrolu tvrdosti povrchů volných hran na definovaných vzorcích.
Tvrdost povrchů volných hran konstrukčních ocelí jakostí vyšších, než S460 nesmí vykazovat větší tvrdost než 450 HV10. Nově tedy norma EN 1090‑2 reaguje na provozní zkušenosti s měřením tvrdostí povrchů volných hran při pravidelném přezkoumáváním procesů tepelného dělení.
Například pro plech z oceli skupiny 3 (např. S690) dle TNI CEN ISO/TR 15608 je maximální dovolená tvrdost 450 HV10. Praxe však prokazuje, že i pro oceli skupiny 1.2, tloušťky od 8 mm a pro proces tepelného dělení plazmou je splnění těchto kritérií problematické a naměřené tvrdosti volných hran dosahují vyšších hodnot. Pro splnění požadavků by se musely většinou aplikovat další nákladná technologická opatření vedoucí ke snížení rychlosti ochlazování po tepelném dělení (např. předehřev) nebo obrábění volných hran, případně tepelné zpracování.
Definice volné hrany podle EN 1090‑2 je povrch, který nebude dále začleněn do svaru. Pro oceli vyšších jakosti, než S460 se musí řezné plochy zbavit okují broušením a ověřit, zda jsou bez trhlin pomocí VT, PT nebo MT kontroly.
KONTROLA A ZKOUŠENÍ BĚHEM VÝROBY
Kontrola a zkoušení
Norma EN 1090‑1 a EN 1090‑2 stanovují rovněž detailní požadavky na provádění a rozsah kontrol v jednotlivých fázích výroby. Svařování pak probíhá v souladu s příslušnou části normy EN ISO 3834 a minimální jakost svarů je definována již zatříděním konstrukce nebo dílce dle příslušné třídy provedení EXC (EXC 2: stupeň jakosti C, EXC 3: stupeň jakosti B, EXC 4: stupeň jakosti B se zohledněním dalších požadavků zejména, pokud je konstrukce namáhaná na únavu.
Základními systémovými dokumenty výroby podle EN 1090 pak jsou:
- Plán kvality.
- Plán kontrol a zkoušek (PKZ).
Z tabulky 5 vyplývá, že např. pro oceli jakostí na S460, při tloušťce 12 mm a s tepelným příkonem do 3 KJ/mm musí být NDT kontrola provedena až po 24 hodinách. Časové údaje musí být uvedeny v protokolech z NDT.
VÝROBNÍ ZKOUŠKY SVAŘOVÁNÍ
Norma EN 1090‑2 pro třídy provedení EXC3 a EXC4 požaduje pro VP oceli s Re větší než 460 MPa kontrolu každé kvalifikace postupu svařování (WPQR) výrobní zkouškou. Výrobní zkouška má zahrnovat:
- VT, PT nebo MT, UT nebo RT.
- Kontrolu tvrdosti HV10 a makroskopickou kontrolu.
Výsledky kontrol musí být v souladu s odpovídající normou pro WPQR.
TEPELNÉ ZPRACOVÁNÍ PRO SNÍŽENÍ NAPĚTÍ
Norma EN 1090‑2, kap. 8.5.15 uvádí, že proces tepelného zpracování po svařování musí být ověřen a zkouškou prokázat vhodnost použitých postupů. Existuje však dále technická směrnice ISO/TR 14745:2015 [5], která jasně definuje parametry tepelného zpracování po svařování v závislosti na jakosti oceli a dané tloušťky. Pro oceli jakosti např. S690 směrnice uvádí pouze informaci, že v případě nutnosti tepelného zpracování těchto ocelí se musí teplota a čas výdrže konzultovat a stanovit ve spolupráci s výrobcem základního a přídavného materiálu.
TVÁŘENÍ ZA TEPLA
Tváření za tepla dílců musí být v souladu s požadavky příslušných norem a doporučení výrobce oceli a norma EN 1090‑2 stanovuje následující požadavky:
- Není dovoleno pro oceli dle EN 10025‑4 (jemnozrnné) s dodáním ve stavu +M.
- Není dovoleno pro zušlechťované oceli, pokud nejsou splněny doporučení dle EN 10025‑6.
- Tvarování při tváření za tepla (T > 580 °C) není dovoleno, pokud byla tvářením za studena dosažena jmenovitá mez kluzu.
- Pro oceli jakostí do S355 včetně musí proces tváření za tepla probíhat ve stavu červeného žáru (600 – 650 °C), ohýbání a tváření v oblasti modrého žáru (250 – 380 °C) není dovoleno.
- U ocelí jakostí S450+N (AR), S420 a S460 musí proces tváření probíhat v rozsahu 750 – 960 °C s ochlazováním na vzduchu, někdy se musí provést normalizační žíhání (pokud nelze zabránit vytvrzení a nadměrnému zhrubnutí zrna).
- Není dovoleno pro jakost S450 (EN 10025‑2), pokud to technické dodací podmínky (TDP) neumožňují.
Tyto požadavky však musíme dále doplnit o konkrétní případ použité oceli. Například norma EN ISO 10025‑6 odkazuje na technickou směrnici TNI CEN/TR 10347 – Pokyny pro tváření konstrukčních ocelí, která upřesňuje podmínky a stanovuje následující [6]:
- Uvádí přípustné výrobky a TDP pro tváření nebo rovnání za tepla.
- Teploty během tváření za tepla, podmínky ohřevu a ochlazování.
- Tepelné zpracování po tváření za tepla.
- Tváření za studena a TZ po tváření za studena.
- Rovnání plamenem.
ROVNÁNÍ PLAMENEM
Deformaci vzniklou při provádění ocelových konstrukcí lze srovnat rovnáním plamenem. Norma EN 1090‑2 pak jasně definuje povinnost pro oceli vyšších jakostí než S355 na vypracování vhodného postupu rovnání, jenž by měl obsahovat:
- Maximální teplotu oceli a dovolený postup ochlazování.
- Způsob ohřevu.
- Způsob použitý pro měření teploty.
- Výsledky mechanických zkoušek provedených pro schválení (zkoušky tahem, rázem v ohybu, tvrdosti).
- Identifikace pracovníků oprávněných provádět tento postup.
V případě výroby konstrukce z VP ocelí však bývá proces rovnání plamenem problematický, a pokud tepelné rovnání lze použít, tak vyžaduje náročnou kontrolu teplot a stanovení dalších opatření. Pro určení teploty pro rovnání plamenem v závislosti na jakosti oceli lze opět využít technický předpis TNI CEN ISO/TR 10347, který mimo jiné doporučuje:
- Předpis povoluje rovnání plamenem pro oceli dle EN 10025‑2 až 6, maximální dovolená teplota je dle níže uvedené tabulky 6.
- Je vhodné snížit teplotu na max. 650 °C pro oceli s Re > 460 MPa a doporučuje se konzultace s výrobcem polotovaru.
- Ohřev plného průřezu na 700 °C způsobí zhoršení Rm a houževnatosti.
- Musí se zabránit teplotám nad 950 °C.
ZÁVĚR
Splnění požadavků normy EN 1090‑2 na výrobu konstrukcí a dílců z vysokopevnostních ocelí je poměrně náročné. Výrobní proces vyžaduje vysoké nároky na přesné dodržování výrobních a technologických postupů. Velmi důležité jsou, zejména v současné době, zajištění dostatečné kvalifikace a znalostí svářečského dozoru, odpovídající zručnost svářečů a dostatečná technická úroveň dalších pracovníků. Z pohledu notifikované osoby, provádějící dozor nad systémem řízení výroby podle EN 1090 a inspekční organizace, lze také doporučit důsledné technické přezkoumávání konstrukčních návrhů nebo projektů a případné nedostatky vyjasnit se zákazníkem před vlastní výrobou.
Ing. Martin Sondel, Ph.D.
Ing. Martin Vašek
Ing. Radislav Poledník
European Welding Institute s. r. o.
LITERATURA:
[1] Materiály firmy Rautaruukki Ltd.
[2] World Auto Steel 2009
[3] ČSN EN 1090‑2 Provádění ocelových konstrukcí a hliníkových konstrukcí – Část 2: Technické požadavky na ocelové konstrukce, Český normalizační institut, TNK 35, 2019
[4] ČSN EN 10025‑6+A1:2009 Výrobky válcované za tepla z konstrukčních ocelí – Část 6: Technické dodací podmínky pro ploché výrobky z ocelí s vyšší mezí kluzu v zušlechtěném stavu, Český normalizační institut, TNK 62, 2009
[5] ISO/TR 14745:2015 Welding‑Post‑weld heat treatment parameters for steels, ISO, 2015
[6] TNI CEN ISO/TR 10347:2007 Pokyny pro tváření konstrukčních ocelí, Český normalizační institut, TNK 62, 2007
![Tabulka 2 – Výrobkové normy pro tenký plech a pás pro tváření za studena [3]](/images/NDIwOXgweDA=/sondel-tab2.jpg)
![Tabulka 3 – Znalosti svářečského dozoru podle EN 1090‑2 [3]](/images/NDIxMHgweDA=/sondel-tab3.jpg)
![Tabulka 4 – Metody kvalifikace postupu svařování pro metody 111, 114, 12x, 13x a 14x [3]](/images/NDIxMXgweDA=/sondel-tab4.jpg)
![Tabulka 5 – Minimální časové prodlevy NDT kontrol svarů podle EN 1090‑2 [3]](/images/NDIxMngweDA=/sondel-tab5.jpg)
![Tabulka 6 – Doporučené nejvyšší teploty při rovnání plamenem [6]](/images/NDIxM3gweDA=/sondel-tab6.jpg)












